Conformal Coating vs Potting: Which Is Better for PCB Protection?
When you’re designing electronics for harsh environments, choosing between conformal coating and potting isn’t just a materials decision—it’s a reliability bet. I’ve seen both approaches succeed and fail spectacularly in the field. A thin conformal coat saved a client $40k on a marine sensor recall, while a potted automotive module cracked under thermal cycling at -30°C, taking down an entire production batch. The right choice depends on your specific failure modes, not generic “best practices.”
What Conformal Coating and Potting Actually Do
Conformal coating applies a thin protective layer (25-250 microns) that follows board contours. Think of it as a breathable rain jacket—it blocks moisture and contaminants while allowing inspection and heat dissipation. We typically spray, brush, or selectively coat critical areas.

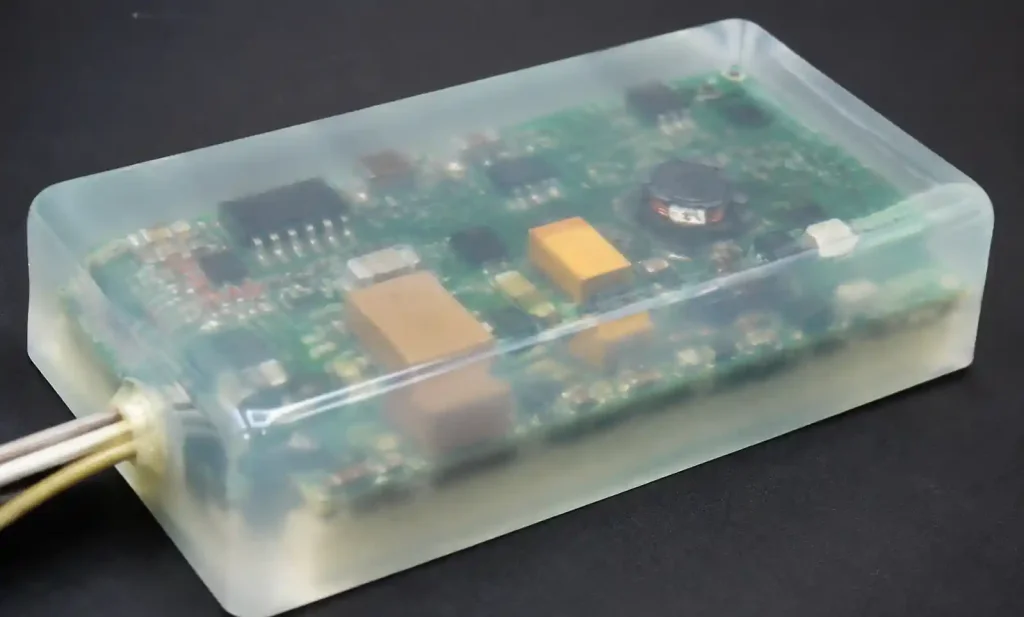
Potting encases the entire assembly in a thick polymer compound (3-50mm), creating a solid block. It’s like sealing your board in resin—maximum environmental isolation but zero post-production access. Once potted, you’re committed.
The fundamental tradeoff: conformal coating gives 80% protection with 100% flexibility, while potting gives 100% protection with 0% flexibility. In our industrial IoT deployments, we use conformal coating for field-upgradable units and potting only for permanent installations in chemical plants where a single moisture ingress event costs $200k in downtime.
Key Functional Differences
| Function | Conformal Coating | Potting |
|---|---|---|
| Thickness | 25-250 microns | 3-50mm typical |
| Moisture barrier | Good (98% humidity resistance) | Excellent (submersion-rated) |
| Mechanical shock | Minimal protection | High impact resistance |
| Heat dissipation | Excellent (maintains airflow) | Poor (thermal bottleneck) |
| Visual inspection | Fully visible | Impossible after cure |
| Weight addition | 2-15g typical | 50-500g+ depending on volume |
Material Options: Beyond Generic Categories
Conformal Coating Materials:
The chemistry matters more than marketing claims. Acrylic coatings (AR) are our go-to for consumer electronics—they cure fast, rework easily with isopropyl alcohol, but only survive to 125°C. We had acrylic fail on LED drivers where junction temps hit 140°C; switching to silicone fixed it instantly.
Silicone coatings (SR) handle -65°C to 200°C and stay flexible forever, but they’re a nightmare to rework. Once cured, you’re sanding or scraping. Urethane (UR) offers the best abrasion resistance—in our military transport modules, urethane survived 5 years of vibration where acrylic delaminated in 18 months.
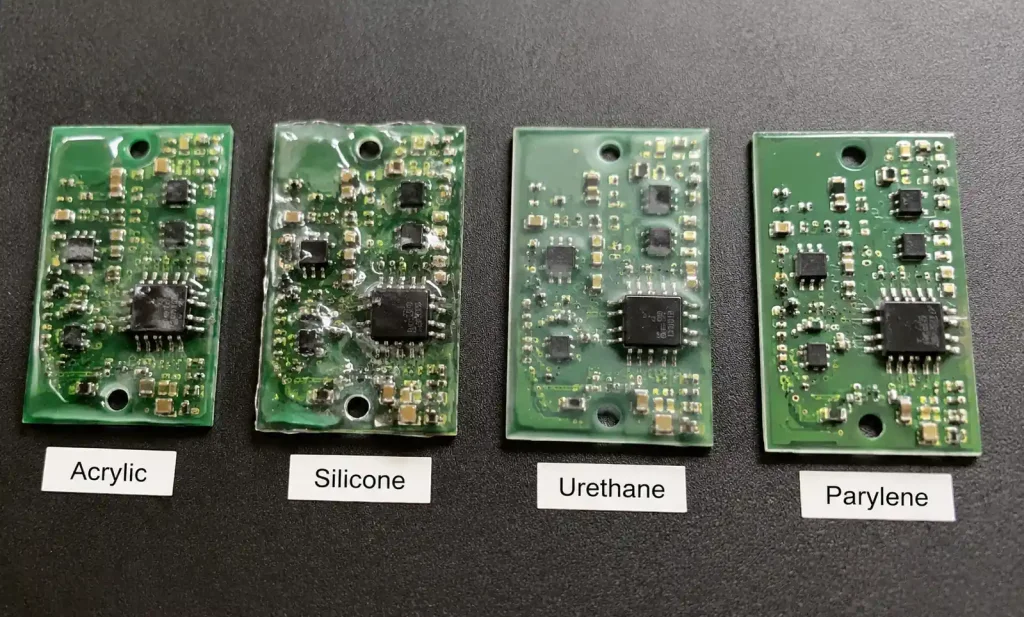
Parylene (XY) is the premium option: vacuum-deposited, pinhole-free, and penetrates under components. At $15-30 per board versus $0.50 for acrylic spray, we reserve it for implantable medical devices and aerospace where failure isn’t an option.
Potting Compound Materials:
Epoxy potting creates the hardest finish—we use it for outdoor telecom boxes that take hail impacts and UV for 20 years. The downside: it’s brittle. In one automotive application, thermal cycling from -40°C to 85°C caused epoxy to crack around tall capacitors, creating moisture paths.
Polyurethane potting stays flexible and bonds well to most plastics, but it absorbs moisture over time. We’ve measured 2-3% water absorption by weight in tropical deployments—fine for most applications, problematic for high-voltage circuits where tracking can occur.
Silicone potting is my preference for LED drivers and power supplies that generate heat. It’s thermally conductive (0.6-3 W/mK with fillers), stays flexible from -60°C to 200°C, and I’ve never seen it crack from thermal stress. The tradeoff: it costs 3-4x more than epoxy and cures slower (24-48 hours versus 6-12 for fast epoxy).
Protection Level Comparison: Real-World Performance
Environmental protection isn’t binary—it’s about matching the right barrier to your actual threat model.
| Threat | Conformal Coating Performance | Potting Performance |
|---|---|---|
| High humidity (95%+ RH) | Good if properly applied (50+ microns) | Excellent—complete moisture barrier |
| Salt spray / marine | Adequate (recoat every 3-5 years) | Excellent—we’ve had units survive 10+ years |
| Chemical exposure | Poor to good (chemistry-dependent) | Excellent for most solvents and oils |
| Thermal cycling | Excellent (flexes with board) | Poor to good (silicone excellent, epoxy poor) |
| Physical impact | Minimal (scratches compromise seal) | High—absorbs shock, protects components |
| Vibration (long-term) | Good if adhesion is strong | Excellent—locks components in place |
| Vacuum / altitude | Excellent (thin layer outgasses fast) | Moderate (thick sections trap volatiles) |
In our offshore wind sensor deployments, conformal-coated boards lasted 3-4 years before corrosion forced replacement. Switching to silicone potting extended life to 8+ years—the added upfront cost paid back in reduced maintenance callouts at $3k per offshore visit.
IP Rating Reality Check:
Marketing claims don’t always match field performance. A “IP67-rated” conformal-coated assembly failed our 1-meter submersion test after 15 minutes because the coating was too thin (30 microns) at component edges. Increasing to 75 microns with two coats achieved true IP67. Potted assemblies consistently hit IP68 (continuous submersion) if the enclosure seal is good—the potting compound itself is never the weak point.
Cost Analysis: Initial vs Lifetime Economics
Direct Material Costs (per unit, mid-volume production):
| Method | Material Cost | Labor/Equipment | Total per Unit |
|---|---|---|---|
| Acrylic spray coating | $0.30-0.80 | $0.20-0.50 | $0.50-1.30 |
| Silicone coating (brush) | $1.20-2.50 | $1.00-2.00 | $2.20-4.50 |
| Parylene (outsourced) | $12.00-25.00 | $3.00-5.00 | $15.00-30.00 |
| Epoxy potting | $2.50-6.00 | $1.50-4.00 | $4.00-10.00 |
| Silicone potting | $8.00-15.00 | $2.00-5.00 | $10.00-20.00 |
But these numbers hide the real economics. In our medical device line, conformal coating’s rework rate was 12% (touch-ups, reflows, component replacements), while potted units had 0% rework because failures meant scrapping the entire assembly. At $85 per board, that 12% rework cost $10.20 per unit—suddenly the $4 potting premium looks cheap.
Hidden Costs:
Conformal coating requires masking connectors, test points, and heat-sensitive areas—in complex designs, masking labor exceeds coating labor. We spend 3-5 minutes per board on masking versus 30 seconds on spray coating. Potting is faster: position board in mold, pour, cure. No masking needed if your enclosure design accounts for connector openings.
Cure time impacts throughput. Fast-cure acrylics (UV or solvent-based) dry in minutes. Silicone coatings need 4-8 hours, potting compounds 12-48 hours. If you’re floor-space constrained, those cure racks cost money.
Rework and Repairability: The Hidden Factor
This is where conformal coating wins decisively—if you plan for it.
Conformal Coating Rework:
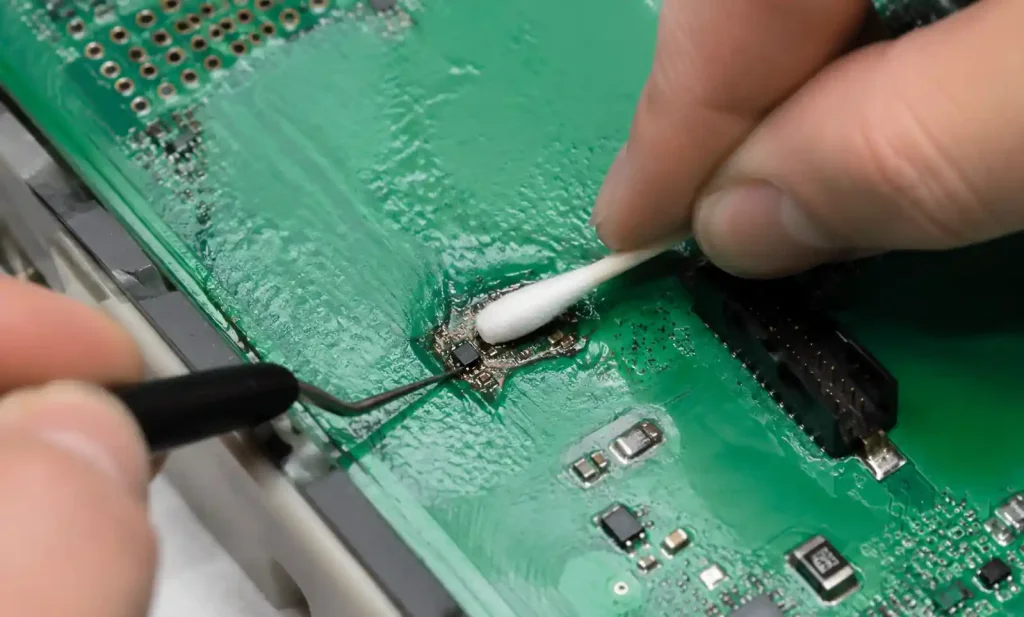
Acrylic dissolves in isopropyl alcohol; we remove it with swabs in 2-3 minutes for small areas. Silicone requires mechanical removal (scraping, peeling) or chemical strippers—figure 10-15 minutes per component. Urethane is similar to silicone. Parylene requires plasma etching or mechanical abrasion; it’s effectively permanent for field rework.
In our LED lighting controllers (50k units/year), we designed selective coating zones—spray the power supply section, leave the MCU and programming header bare. Field firmware updates take 5 minutes versus the 30+ minutes if we’d coated everything and needed to strip coating for JTAG access.
Potting Rework:
Forget about it in 95% of cases. Epoxy is rock-hard; you’d destroy the board trying to chip it out. Polyurethane can sometimes be peeled if you’re patient and lucky. Silicone potting is theoretically removable by cutting and peeling, but in practice, components get damaged.
The workaround: design for “pot-around” rather than “pot-over.” Leave critical components accessible by molding cavities or using partial potting. In our industrial gateways, we pot the power supply section but leave the CPU module accessible under a conformal-coated cover—best of both worlds for $3 extra in molding costs.
Application Considerations: Matching Method to Environment
Use Conformal Coating When:
Your boards need protection but not total isolation. Consumer electronics, indoor industrial gear, automotive ECUs where service access matters. If your failure mode is “occasional moisture condensation” rather than “continuous water exposure,” coating is sufficient and cheaper.
We conformal-coat everything rated IP54 or below. For our warehouse automation controllers (55,000 units in dusty, moderately humid environments), we’ve had 0.3% failure rates over 6 years with 75-micron urethane coating. Potting would have worked too, but it would’ve added $4 per unit ($220k total) with no measurable reliability improvement.
High-Component-Density Designs:
Coating can bridge between closely-spaced components, creating shorts. Under 0.5mm spacing, we’ve seen coating wickup short adjacent pins on fine-pitch ICs. The fix: selective coating or switch to Parylene (zero-bridging due to thin, conformal deposition). Potting doesn’t care about spacing—the compound flows everywhere and cures solid.
Use Potting When:
Failure is unacceptable or expensive to fix. Subsea electronics, permanent outdoor installations, high-vibration environments (heavy machinery, vehicles), chemical process monitoring. If service means “replace the entire module,” potting’s lack of rework ability isn’t a drawback—it’s irrelevant.
In our oil & gas pressure sensors (deployed 500m underground in corrosive brine), silicone potting has achieved 98.5% survival rates over 10 years. The same sensors with conformal coating failed within 18-24 months. The potting cost $18 per unit versus $3 for coating, but the sensor itself costs $340, and a retrieval operation costs $8k—potting is obviously correct.
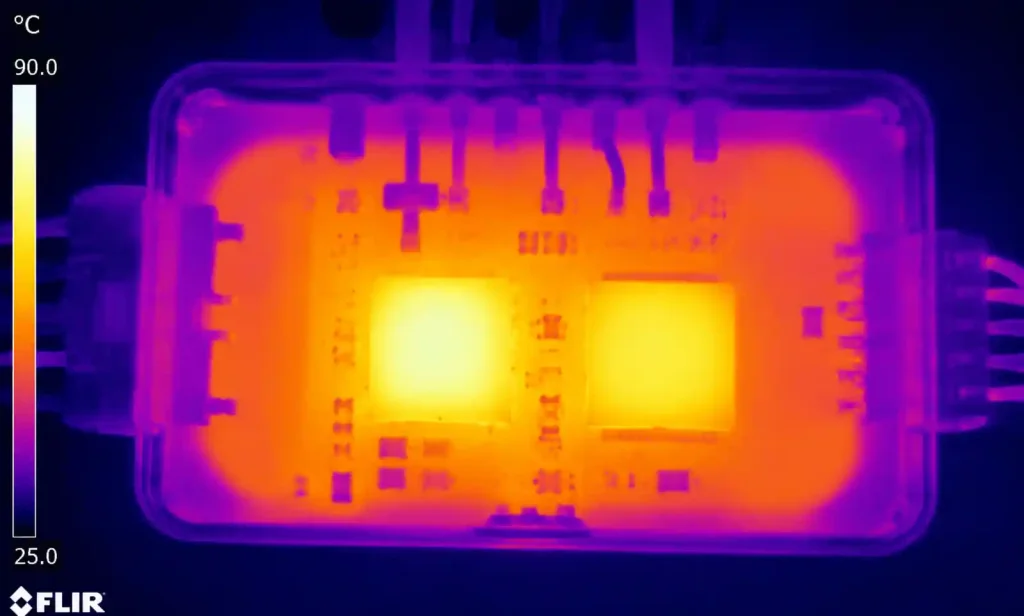
Thermal Management:
Potting creates a thermal blanket. If your board dissipates >5W in a small area, potting will cause overheating unless you use thermally conductive compounds (silicone with aluminum oxide or boron nitride fillers). Even then, you’re adding thermal resistance—our power supply designs limit potted sections to <3W dissipation or we add aluminum heat spreaders embedded in the potting.
Conformal coating barely affects thermal performance—it’s thin enough that convection and radiation work normally. In our high-power LED drivers (25W in a 60cm² board), conformal coating keeps MOSFETs at 85°C versus 105°C when we tested potted prototypes. That 20°C difference doubled MOSFET lifespan.
Common Failure Modes I’ve Encountered
Conformal Coating Failures:
Edge delamination: The #1 failure mode. Coating pulls away from board edges, creating moisture entry paths. We’ve fixed this by edge-sealing with a thicker bead before full spray coating—essentially creates a gasket around the perimeter.
Pinholes and voids: Spray coating leaves microscopic holes, especially over textured surfaces or silkscreen. Two coats at 50 microns each outperform one coat at 100 microns because the second coat fills first-coat pinholes. We verified this with dye penetrant testing.
Outgassing-induced bubbles: If boards aren’t baked before coating (2 hours at 65°C to drive out absorbed moisture), trapped water vaporizes during cure, creating bubbles. We learned this the hard way after a 3,000-unit batch showed bubble defects—switching to pre-bake eliminated it completely.
Potting Failures:
Thermal cracking: Epoxy potting cracked around tall aluminum electrolytic capacitors in our automotive modules due to CTE (coefficient of thermal expansion) mismatch. Aluminum expands 23 ppm/°C, FR4 is 17 ppm/°C, epoxy is 55-60 ppm/°C. Over -40°C to +85°C cycling, the stress adds up. Switching to flexible polyurethane potting solved it.
Incomplete fill / voids: Air gets trapped under components during potting, creating voids that compromise protection. We vacuum-degas compound before pouring (5 minutes at -29 inHg) and vibrate molds during cure—this dropped void defects from 8% to <0.5%.
Exothermic curing damage: Large potting volumes can generate significant heat during epoxy cure—we’ve measured 90°C+ in thick sections, hot enough to reflow solder or damage components. The fix: use slower-cure formulations or pot in stages (pour 10mm, cure, repeat).
Making the Decision: A Practical Framework
Here’s how I actually make this choice on real projects:
Step 1: Define Your Actual Threats
Not “harsh environment”—be specific. What will kill your board? Humidity? Salt? Vibration? Impacts? Chemicals? Temperature swings? Rank them by likelihood and consequence. If your top three threats are all mechanical (shock, vibration, impact), potting wins. If they’re environmental (humidity, dust, condensation), coating is likely sufficient.
Step 2: Calculate Failure Cost
If field failure costs less than $200 (most consumer/IoT), conformal coating’s lower cost and reworkability make sense. If failure costs $1,000+ (industrial equipment, medical, automotive safety), spend the extra $10-20 on potting for the reliability gain.
Step 3: Service Strategy
Board-level repair? Must use conformal coating or selective potting with accessible areas. Module replacement? Potting is fine—you’re swapping the entire unit anyway. This one decision often determines the answer immediately.
Step 4: Production Volume
Low volume (<1,000 units): Conformal coating is faster to implement—no mold tooling, easy process changes. High volume (>10,000 units): Potting becomes economical once you’ve amortized mold costs and optimized the process. Our break-even is around 5,000 units for simple designs.

My Default Recommendations:
For consumer electronics and indoor equipment: 75-micron urethane conformal coating with edge sealing. Cost-effective, good protection, maintains serviceability.
For outdoor permanent installations: Silicone potting if heat dissipation allows, otherwise polyurethane potting with thermal design considerations.
For high-reliability applications: Parylene conformal coating if rework matters, epoxy or silicone potting if absolute protection trumps everything else.
The truth is, most boards don’t need either—they need better enclosure design. I’ve seen companies spend $5 per unit on conformal coating when a $0.40 gasket would’ve solved the moisture problem. Always question whether board-level protection is addressing the root cause or just compensating for poor enclosure engineering.
Conclusion
Conformal coating and potting aren’t competing technologies—they’re tools for different problems. Coating protects while preserving access and thermal performance; potting creates an impenetrable barrier at the cost of flexibility. The best choice emerges from your specific failure modes, service model, and cost structure, not from generic industry recommendations.
In our practice, we use both: selective potting for power supplies and vulnerable sections, conformal coating for everything else. This hybrid approach has delivered 99.2% field reliability across 200,000+ units over five years—better than either method alone at comparable cost.