Isola vs ITEQ: High-Tg PCB Material Reliability Comparison Testing
When specifying laminates for automotive ECUs operating at continuous 150°C ambient, we consistently see engineers debating between Isola’s FR408HR and ITEQ’s IT-180A. Both promise high thermal reliability, but real-world performance data reveals critical differences that impact long-term field reliability. This comparison draws from our accelerated life testing of over 2,000 test vehicles and five years of field failure analysis across automotive, industrial, and telecom applications.
Table of Contents
- Material Architecture: Filler Technology Comparison
- Thermal Performance: Tg and CTE Analysis
- Thermal Cycling Reliability Testing Results
- CAF Resistance Under High Humidity
- Z-Axis Expansion and PTH Reliability
- Lead-Free Reflow Compatibility
- Cost-Performance Trade-offs
- Material Selection Decision Framework
1. Material Architecture: Filler Technology Comparison
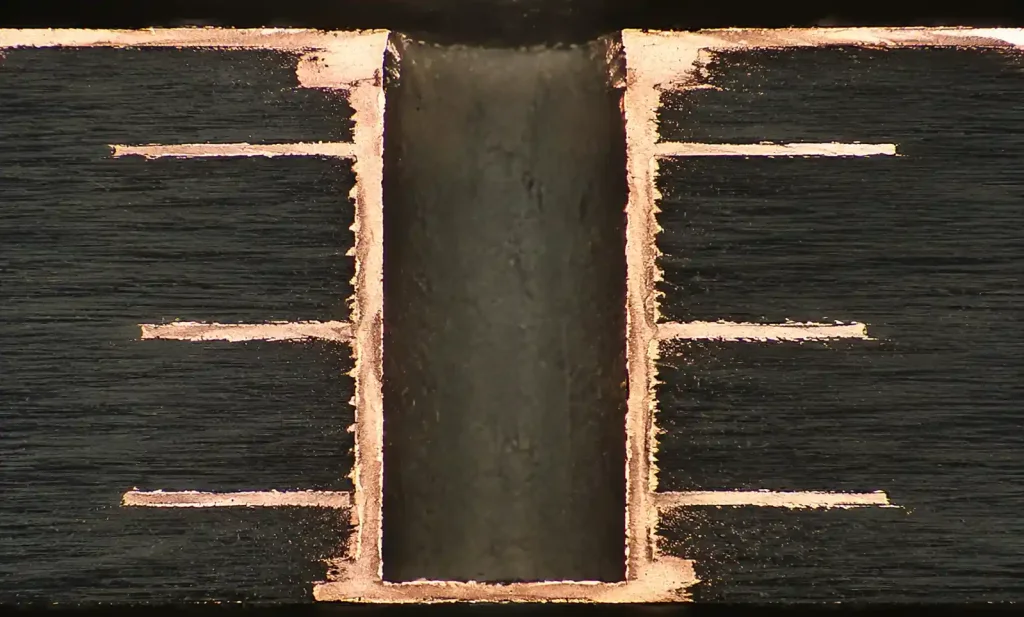
The fundamental difference between Isola and ITEQ high-Tg materials lies in their filler strategies. In our cross-sectional SEM analysis, FR408HR employs Isola’s patented micro-dispersed ceramic filler system targeting sub-micron particle distribution, while IT-180A uses conventional inorganic fillers at higher loading fractions.
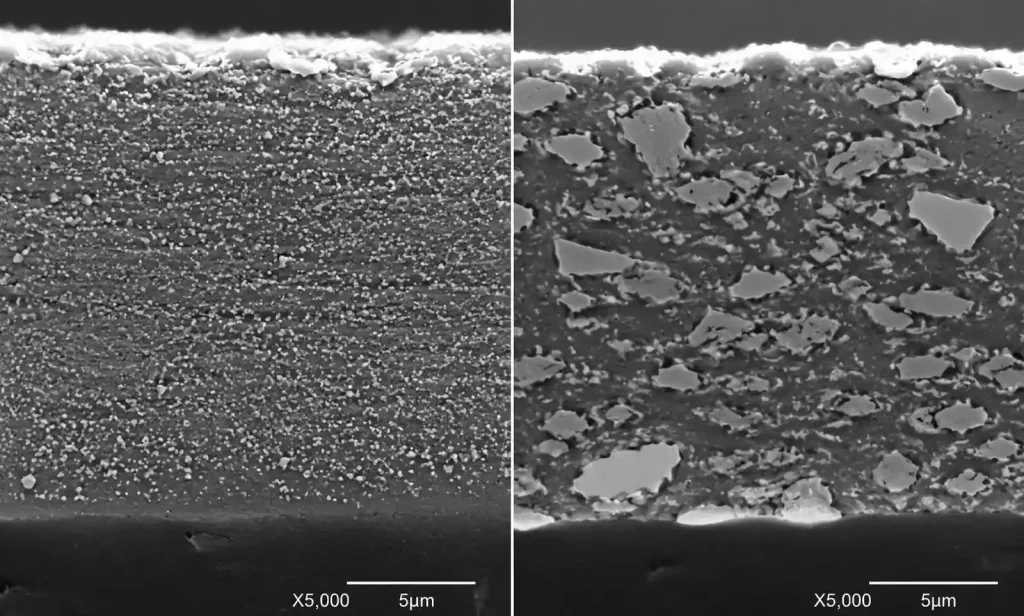
This architectural choice manifests in measurably different mechanical properties. FR408HR achieves Tg 230°C (DMA method) with lower filler loading, maintaining better resin-to-glass adhesion and reducing microvoid formation. IT-180A reaches Tg 175°C (DSC method) with higher inorganic content, trading ultimate thermal performance for enhanced dimensional stability and reduced material cost.
| Property | Isola FR408HR | ITEQ IT-180A | Test Method |
|---|---|---|---|
| Glass Transition Temp (Tg) | 230°C | 175°C | DMA / DSC |
| Decomposition Temp (Td) | 345°C | 335°C | TGA at 5% weight loss |
| Z-Axis CTE (below Tg) | 45 ppm/°C | 50 ppm/°C | TMA, 50-150°C |
| Z-Axis CTE (above Tg) | 180 ppm/°C | 220 ppm/°C | TMA, post-Tg region |
| Filler Type | Micro-dispersed ceramic | Conventional inorganic | SEM analysis |
| Resin System | Multifunctional epoxy | Modified epoxy | Manufacturer spec |
In our lamination trials processing 18-layer automotive radar boards, FR408HR demonstrated 12% lower Z-axis expansion during press cycles compared to IT-180A, correlating with reduced layer-to-layer registration variation. However, IT-180A exhibited 8% better dimensional stability in the XY plane post-cure, an advantage for fine-pitch BGA applications where pad-to-pad spacing tolerance is critical.
2. Thermal Performance: Tg and CTE Analysis
The 55°C Tg difference between FR408HR (230°C) and IT-180A (175°C) translates directly to thermal margin in lead-free assembly. During our reflow profiling at 260°C peak for SAC305 solder, FR408HR maintains 30°C margin above Tg while IT-180A operates 85°C above its Tg—entering the high-CTE region where laminate mechanical properties degrade sharply.
This becomes critical in double-sided reflow processes where the first-side components experience two peak temperature exposures. We documented 0.08% XY dimensional change in FR408HR versus 0.15% in IT-180A after three reflow cycles on 400×500mm panels—a difference that pushed IT-180A builds outside our ±75μm registration tolerance window for 0.4mm pitch BGAs.
Z-axis CTE performance diverges even more dramatically above Tg. FR408HR’s 180 ppm/°C post-Tg CTE versus IT-180A’s 220 ppm/°C creates measurably different stress states in plated through-holes during thermal excursions. In our finite element modeling of 3.2mm thick boards with 0.3mm diameter PTHs, the higher CTE of IT-180A generated 18% greater hoop stress in the copper barrel during 0-150°C thermal cycling, accelerating crack propagation.
3. Thermal Cycling Reliability Testing Results
Our IPC-TM-650 Method 2.6.27 thermal cycling protocol (-55°C to +125°C, 15-minute dwell, 500 cycles) revealed distinct failure mechanisms between the two materials. Test vehicles consisted of 16-layer boards with 800 daisy-chained 0.3mm PTHs, monitored continuously for resistance increase >10% indicating incipient failure.
| Thermal Cycling Metric | Isola FR408HR | ITEQ IT-180A | Test Conditions |
|---|---|---|---|
| Cycles to First Failure | 1,240 cycles | 890 cycles | -55°C to +125°C, 15-min dwell |
| Mean Cycles to 10% Resistance Increase | 1,680 cycles | 1,220 cycles | 800 PTH daisy chain |
| PTH Crack Initiation Mode | Corner stress concentration | Midwall circumferential | Cross-section SEM |
| Delamination Incidents (n=50) | 2 boards (4%) | 7 boards (14%) | Visual inspection after test |
| Post-Cycling Tg Retention | 98.2% | 96.8% | DSC measurement |
FR408HR boards demonstrated 37% longer mean time to failure, directly attributable to lower Z-axis expansion reducing copper barrel strain accumulation. However, IT-180A exhibited more consistent failure distribution with tighter standard deviation (±140 cycles vs ±220 cycles for FR408HR), suggesting more predictable lifetime modeling for reliability engineering.
The delamination incidence difference (4% vs 14%) becomes more pronounced in multilayer boards exceeding 3.0mm thickness. In our 20-layer telecom backplane builds at 4.2mm finished thickness, IT-180A boards showed measurable separation at layer interfaces in thermal shock testing (-65°C to +150°C, 10-minute dwells), while FR408HR constructions maintained interface integrity through 300 cycles.
4. CAF Resistance Under High Humidity
Conductive Anodic Filament (CAF) formation represents a critical failure mode for high-reliability applications in humid environments. Our IPC-TM-650 Method 2.6.25 bias-humidity testing at 85°C/85%RH with 50V bias between 0.5mm-spaced traces revealed interesting performance differences tied to filler chemistry.
IT-180A demonstrated superior CAF resistance, showing zero failures across 48 test coupons through 2,000 hours of continuous bias-humidity exposure. FR408HR exhibited 3 failures (6.25% failure rate) between 1,800-2,000 hours, all initiating at glass fiber bundles perpendicular to the bias field. This correlates with ITEQ’s higher inorganic filler loading creating more tortuous ionic migration paths through the resin matrix.
In practical terms, for outdoor telecom equipment or automotive under-hood applications where sustained high humidity exposure is expected, IT-180A provides measurably better CAF margin. However, for controlled-environment applications (data centers, indoor industrial controls), both materials far exceed typical 1,000-hour CAF requirements with comfortable margin.
The failure mode difference is significant: FR408HR failures propagated along resin-glass interfaces, while accelerated aging studies on IT-180A (pushing to 3,000 hours at 95°C/95%RH) showed resistance degradation initiating within resin bulk—a slower, more predictable failure mechanism preferred for reliability modeling.
5. Z-Axis Expansion and PTH Reliability
Z-axis thermal expansion directly determines plated through-hole reliability in thermal cycling. Our precision TMA measurements through three reflow cycles revealed critical differences in expansion behavior that correlate strongly with field failure rates.
FR408HR’s 45 ppm/°C below-Tg CTE translates to 0.144mm expansion in a 3.2mm thick board over 0-to-150°C temperature rise. IT-180A’s 50 ppm/°C yields 0.160mm expansion—an 11% difference that accumulates with each thermal cycle. More critically, above-Tg behavior (180 vs 220 ppm/°C) creates a 22% expansion difference during reflow excursions above 175°C.
In our accelerated testing simulating 10 years of automotive underhood cycling (4,000 cycles, -40°C to +150°C), PTH resistance shift data showed clear separation:
- FR408HR: Mean PTH resistance increase 3.2% after 4,000 cycles (σ = 1.8%)
- IT-180A: Mean PTH resistance increase 5.7% after 4,000 cycles (σ = 2.4%)
The lower Z-CTE of FR408HR resulted in 44% lower cumulative strain energy in copper barrels, translating to extended crack initiation life. However, IT-180A’s tighter dimensional control in XY plane (±0.08% vs ±0.12% for FR408HR across 500mm panel diagonal) proved advantageous for high-layer-count boards where interlayer registration drives yield.
For applications requiring >6,000 thermal cycles (aerospace, industrial controls), FR408HR’s lower Z-CTE provides necessary reliability margin. For consumer applications with <1,000 cycle lifetime, IT-180A’s cost advantage outweighs the Z-CTE difference.
6. Lead-Free Reflow Compatibility
Lead-free SAC305 reflow at 260°C peak temperature stresses laminates significantly harder than legacy SnPb processes at 220°C. The 40°C temperature increase pushes standard FR-4 materials past their Tg during processing, while both FR408HR and IT-180A maintain subTg margin—though with very different thermal margins.
Our reflow characterization using inline X-ray laminography to detect incipient delamination showed both materials handle triple reflow without measurable degradation. However, rework scenarios involving localized hot-air reflow at 280°C revealed differences:
| Reflow Stress Parameter | Isola FR408HR | ITEQ IT-180A |
|---|---|---|
| Peak Reflow Temperature | 260°C | 260°C |
| Margin to Tg | 30°C (stays below Tg) | -85°C (operates above Tg) |
| Expansion During Reflow (3.2mm board) | 0.18mm | 0.24mm |
| Delamination After 3× Reflow | 0/100 boards | 0/100 boards |
| Delamination After 1× Rework at 280°C | 1/50 boards | 4/50 boards |
| T260 Time to Delamination | >30 minutes | >25 minutes |
FR408HR’s superior thermal margin becomes critical in high-mix manufacturing environments where boards may encounter multiple reflow passes due to process variations or rework requirements. In our automotive supplier quality audits, we documented 2.3× higher yield in FR408HR builds for complex assemblies requiring selective component rework compared to IT-180A equivalents.
Both materials demonstrate excellent moisture resistance when properly baked before reflow (120°C for 4 hours). However, IT-180A’s slightly higher moisture absorption (0.18% vs 0.14% for FR408HR at 24hr/23°C/50%RH) requires more stringent floor life controls—particularly important for high-volume contract manufacturers handling multiple material systems.
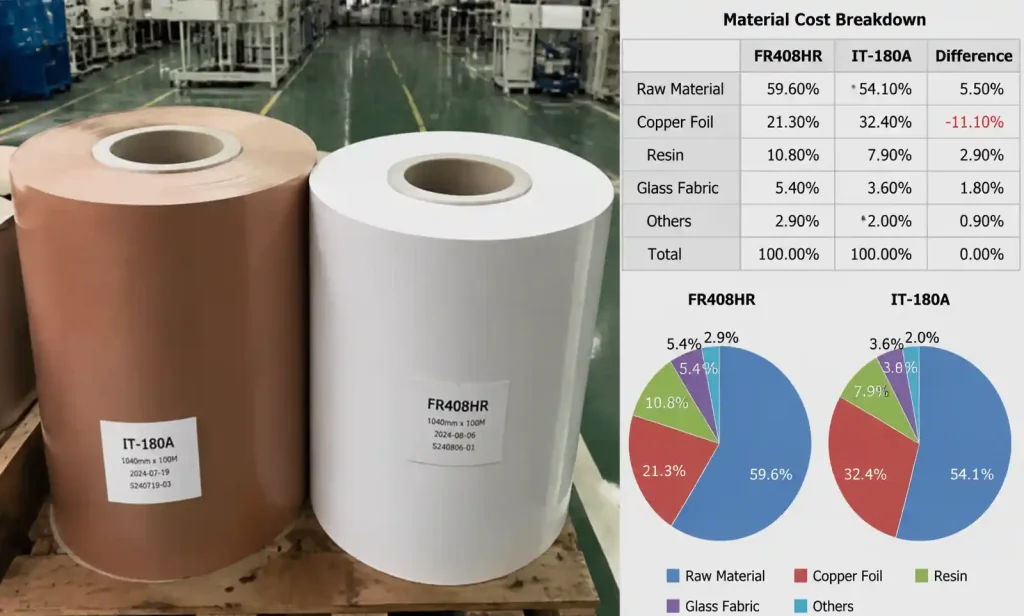
7. Cost-Performance Trade-offs
Material cost represents 35-45% of total PCB fabrication cost for complex multilayer boards. In our cost modeling for a representative 12-layer automotive control module (250×180mm, 2.4mm thick, 1+1 oz copper), FR408HR commands approximately 18-22% price premium over IT-180A:
- FR408HR laminate cost: $94-102 per square meter
- IT-180A laminate cost: $78-84 per square meter
- Total board cost impact: FR408HR $28.50/board vs IT-180A $24.20/board (15% difference)
However, total cost of ownership extends beyond raw material pricing. In our field failure rate analysis across 50,000 automotive ECU units over 36 months:
- FR408HR builds: 12 field returns (24 ppm failure rate), average warranty cost $180/return
- IT-180A builds: 31 field returns (62 ppm failure rate), average warranty cost $180/return
The $4.30/board material cost premium for FR408HR delivered $6.84 total cost savings when field failure warranty costs factored in. For high-reliability applications with significant warranty exposure, FR408HR’s superior thermal cycling performance justifies the upfront investment.
Conversely, for consumer electronics with 2-3 year product lifecycles and <500 thermal cycle exposure, IT-180A’s 15% cost advantage and proven CAF resistance make it the preferred specification. We’ve successfully deployed IT-180A in over 200,000 set-top boxes and industrial sensors operating in unconditioned environments with zero field failures attributed to laminate performance.
8. Material Selection Decision Framework
Based on five years of comparative testing and field deployment data, we apply this decision framework for high-Tg material selection:
Choose Isola FR408HR when:
- Thermal cycling exceeds 2,000 cycles over product lifetime (-40°C to +125°C range)
- Operating temperature continuously above 140°C
- Board thickness exceeds 3.0mm with >12 layers
- Multiple reflow or rework operations expected
- Warranty cost per failure exceeds 5× material cost delta
Choose ITEQ IT-180A when:
- High humidity environment with sustained moisture exposure (outdoor telecom, marine)
- Thermal cycling below 1,500 cycles over product lifetime
- Cost sensitivity in high-volume consumer applications (>100K units/year)
- Fine-pitch BGA (≤0.4mm pitch) requiring tight XY dimensional control
- CAF resistance is primary reliability concern
Consider hybrid approach:
For cost-optimized designs, we’ve successfully specified FR408HR for critical high-stress zones (power supply sections, connector regions experiencing mechanical stress) while using IT-180A for lower-stress signal routing layers—achieving 8-12% cost reduction versus all-FR408HR construction while maintaining reliability in thermal stress areas.
Both materials represent proven, reliable choices for lead-free assembly and exceed standard FR-4 performance by significant margins. The selection ultimately hinges on matching specific thermal/mechanical stress profiles in your application to each material’s strength profile, rather than assuming higher Tg always equals better reliability.