Conformal Coating PCB Assembly Service: What to Look For
When sourcing a PCB assembly provider for mission-critical applications in automotive, aerospace, medical, or industrial control systems, conformal coating is often a non-negotiable requirement. This protective layer shields your circuit board from moisture, dust, chemicals, and temperature extremes—but the quality of both the coating process and the underlying assembly directly impacts long-term reliability. For hardware engineers and procurement managers evaluating conformal coating PCB assembly services, understanding the technical nuances and manufacturing capabilities can mean the difference between a product that passes accelerated life testing and one that fails in the field.
This guide covers the critical factors to assess when selecting a conformal coating PCB assembly partner: from material selection and application methods to IPC compliance, inspection protocols, and the integration of design-for-manufacturability (DFM) checks. Whether you’re prototyping a rugged outdoor sensor or scaling production of an automotive ECU, you’ll learn which technical specifications matter most and how to identify a supplier with the process control necessary for consistent, reliable conformal coating.
Table of Contents
- What Conformal Coating Adds to PCB Assembly
- Critical Coating Material Types and Selection Criteria
- Application Methods: Spray, Dip, Selective, and Automated Dispensing
- IPC Standards and Quality Certification for Conformal Coating
- Design and Assembly Considerations Before Coating
- Inspection, Testing, and Process Control
- Cost Factors and Lead Time Implications
- FAQ
- Conclusion and Next Steps
1. What Conformal Coating Adds to PCB Assembly
Conformal coating is a thin polymeric film applied to a fully assembled PCB to protect against environmental stressors. Unlike encapsulation or potting, conformal coating conforms to the board’s topography, covering components, solder joints, and exposed copper while maintaining visibility for inspection and allowing some degree of rework.
The primary protection mechanisms include moisture barrier (reducing corrosion and dendritic growth), insulation against dust and contaminants, chemical resistance (solvents, fuels, cleaning agents), and thermal cycling stability. For applications subject to IPC-A-610 Class 3 requirements or MIL-STD-810 environmental testing, conformal coating often becomes a reliability requirement rather than an optional add-on.
From a manufacturing standpoint, conformal coating integration into the assembly process requires coordination of masking, curing, inspection, and handling. A PCB assembly provider that offers in-house conformal coating streamlines traceability and reduces the risk of contamination or damage during board transfer between facilities. When evaluating a service, confirm that coating is applied post-assembly and post-inspection of solder joints, not as a standalone step disconnected from the assembly quality loop.
2. Critical Coating Material Types and Selection Criteria
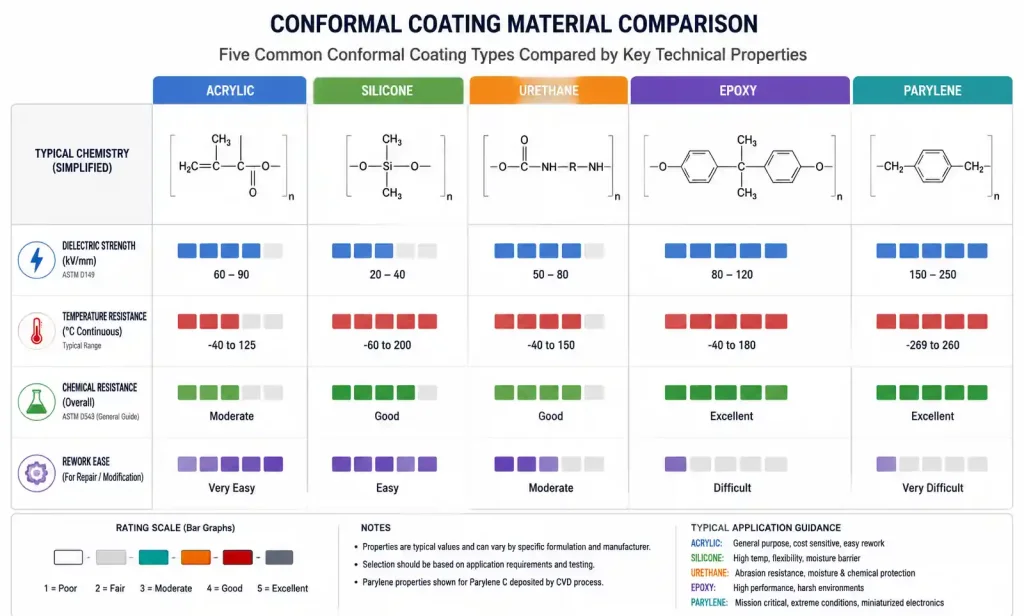
Conformal coating materials fall into five main chemistries, each with distinct performance trade-offs. Your choice depends on operating environment, thermal exposure, chemical resistance needs, and whether field rework is anticipated.
| Coating Type | Dielectric Strength | Max Service Temp | Chemical Resistance | Rework Ease | Typical Use Case |
|---|---|---|---|---|---|
| Acrylic (AR) | Moderate (1500 V/mil) | 105–125°C | Low | Easy (solvent removal) | General consumer electronics, mild environments |
| Silicone (SR) | High (2000 V/mil) | 200°C+ | Moderate | Difficult (mechanical removal) | High-temperature automotive, power supplies |
| Urethane (UR) | High (1800 V/mil) | 130°C | High | Difficult | Chemical exposure, industrial control |
| Epoxy (ER) | Very High (2500 V/mil) | 150°C | Very High | Very difficult | Harsh chemical environments, permanent protection |
| Parylene (XY) | Excellent (2200 V/mil) | 200°C+ | Excellent | Requires plasma etching | Medical implants, aerospace, ultra-thin uniform coating |
Acrylic coatings are the most common for general-purpose electronics due to ease of application and rework. They provide adequate moisture protection for indoor or mildly harsh environments and can be removed with solvents like isopropyl alcohol or acetone for component replacement. However, acrylics offer limited chemical resistance and are unsuitable for prolonged high-temperature exposure.
Silicone coatings excel in thermal stability and flexibility, making them ideal for automotive under-hood applications or LED drivers that generate significant heat. The downside is poor adhesion to some substrates without primers and difficulty in rework—mechanical scraping or strong solvents are often required.
Urethane coatings strike a balance between toughness and reworkability. They offer excellent abrasion resistance and moisture protection, suitable for outdoor equipment or industrial machinery. Urethanes typically require solvent-based removal, but the process is more controlled than with silicone.
Epoxy coatings provide the highest chemical and moisture resistance, often used in downhole drilling tools or marine electronics. Once cured, epoxy is nearly impossible to remove without damaging the PCB, so component-level rework is impractical. Parylene, applied via chemical vapor deposition, offers the thinnest and most uniform coating (0.5–30 microns) with exceptional biocompatibility, but requires specialized equipment and adds significant cost and lead time.
When specifying a coating material, also consider UL recognition (UL 746E for flammability), IPC-CC-830 compliance for material properties, and whether the coating must pass specific environmental testing such as salt spray (ASTM B117), thermal shock (IEC 60068-2-14), or humidity/temperature cycling.
3. Application Methods: Spray, Dip, Selective, and Automated Dispensing
The application method directly impacts coating uniformity, coverage of complex geometries, throughput, and cost. A capable PCB assembly provider should offer multiple methods and recommend the right one based on your board design and volume.
Spray coating is the most common for prototype and low-to-medium volume production. An operator or robotic spray head applies the coating in multiple passes. Spray offers good coverage of tall components and shadowed areas, but achieving consistent thickness requires process control (nozzle distance, air pressure, viscosity, and cure profile). Manual spray is labor-intensive and prone to thickness variation; automated spray with vision-guided robotics improves repeatability but increases setup cost.
Dip coating involves immersing the entire PCB into a tank of coating material, then withdrawing at a controlled rate. This method delivers uniform thickness on flat surfaces and is cost-effective for high-volume batches. The challenge is ensuring drainage from tight spaces (under components, between pins) and preventing bridging across connectors or high-density areas. Dip coating is less suitable for boards with bottom-side SMT components or when selective masking of large areas is needed.
Selective coating uses automated dispensing systems with precise X-Y-Z motion control to apply coating only to designated areas. This approach minimizes masking, reduces material waste, and allows fine control over edge definition (critical for keeping coating away from connectors, test points, or mounting holes). Selective coating machines can apply dots, lines, or area fills with repeatable thickness, making them ideal for boards with mixed-technology assembly (THT and SMT) or when certain zones must remain uncoated. The trade-off is longer cycle time per board compared to dip or spray, so selective coating is most cost-effective for medium volumes or boards with complex masking requirements.
Parylene coating uses chemical vapor deposition (CVD) in a vacuum chamber, where parylene dimer sublimates, cracks into monomers, and polymerizes directly onto the PCB surface. This creates a pinhole-free, ultra-conformal coating that penetrates into the smallest crevices. Parylene is the gold standard for medical devices, implantables, and aerospace where coating uniformity and biocompatibility are critical. The process requires specialized equipment and typically adds 5–7 days to lead time, with higher per-board cost than liquid coatings.
When evaluating a service provider, confirm that their chosen application method can meet your thickness specification (typically 25–75 microns for liquid coatings, 0.5–30 microns for Parylene) and that they have documented process parameters (viscosity, cure time/temperature, environmental controls) to ensure batch-to-batch consistency.
4. IPC Standards and Quality Certification for Conformal Coating
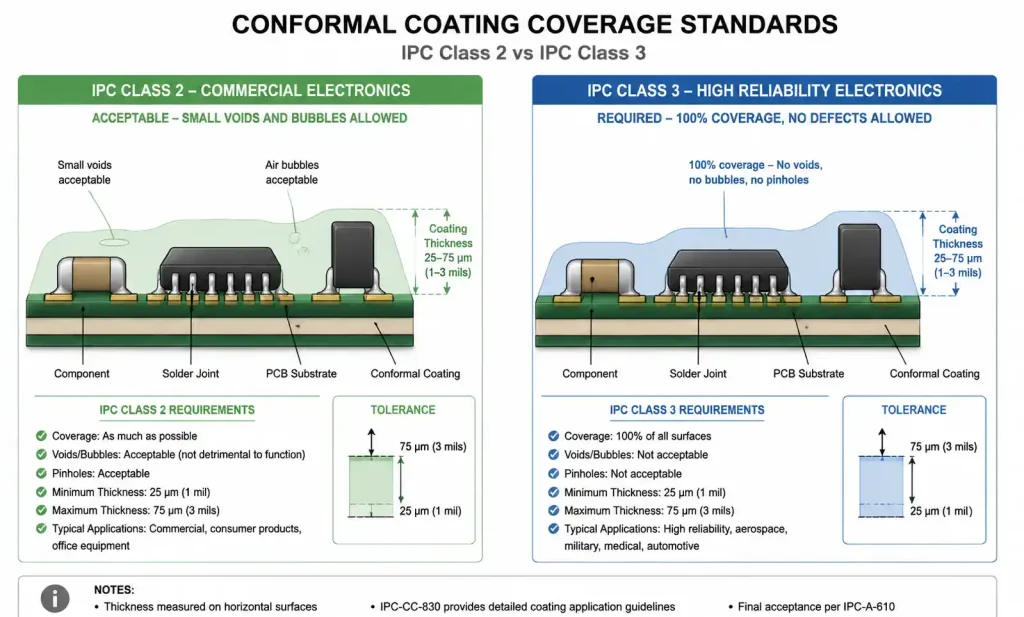
IPC-A-610 (Acceptability of Electronic Assemblies) defines inspection criteria for conformal coating in Section 11, including coverage requirements, thickness ranges, voids, bubbles, and edge definition. IPC Class 2 allows minor cosmetic imperfections as long as functionality is not impaired, while IPC Class 3 (high-reliability electronics) requires complete coverage of specified areas with no voids, bubbles, or contamination.
IPC-CC-830 specifies the material properties and performance requirements for conformal coatings, including dielectric strength, insulation resistance, moisture resistance, thermal cycling, and compatibility with common soldering fluxes and cleaning agents. When sourcing a coating service, verify that the materials used carry IPC-CC-830 compliance and, if applicable, UL 746E recognition for flammability and electrical safety.
| IPC Class | Coverage Requirement | Void / Bubble Tolerance | Thickness Control | Typical Application |
|---|---|---|---|---|
| Class 1 | General coverage acceptable | Voids allowed if non-critical | Wide tolerance | Consumer electronics |
| Class 2 | Specified areas fully covered | Small voids allowed, bubbles < 1mm | ±20% of target | Commercial/industrial |
| Class 3 | 100% coverage, no exposed copper | No voids or bubbles in critical zones | ±10% of target | Aerospace, medical, military |
For automotive applications, additional standards apply: AEC-Q100 and AEC-Q200 for component qualification, and often OEM-specific requirements (e.g., Ford CETP-00109-01-50, GM GMW15236) that mandate specific coating materials, thickness, and salt spray test durations. A qualified conformal coating service will have documentation of process validation, material traceability, and pass/fail data from accelerated life testing.
Beyond material and process standards, check whether the assembly provider holds relevant certifications: ISO 9001 for quality management, ISO 13485 for medical devices, AS9100 for aerospace, or IATF 16949 for automotive. These certifications indicate that the supplier has established process controls, traceability, and corrective action procedures—critical for conformal coating, where process drift can lead to field failures months after shipment.
5. Design and Assembly Considerations Before Coating
Conformal coating is most effective when the PCB design and assembly process are planned with coating in mind. A common DFM mistake is specifying conformal coating late in the design cycle without accounting for masking, connector protection, or component height restrictions.
Masking requirements must be defined early. Areas that should remain uncoated—connectors, switches, test points, programming headers, battery contacts, heat sinks, mounting holes, and adjustment potentiometers—require either physical masking (tape, boots, fixtures) or selective coating. Physical masking adds labor and increases the risk of adhesive residue or mask misalignment. If your board has many keep-out zones, selective coating may be more cost-effective than spray or dip with extensive masking.
Component clearance and spacing impact coating penetration and cure. Tight component spacing (<2mm) can trap solvents, leading to incomplete cure or voids. Bottom-terminated components (QFN, LGA) and fine-pitch BGAs may trap flux residue or coating material, causing reliability issues. For boards with bottom-side SMT, confirm that the coating method can reach solder joints without trapping air or creating shadowing.
Surface cleanliness is critical. Flux residue, finger oils, dust, or moisture contamination will prevent coating adhesion and create defects. IPC-A-610 Class 3 typically requires a cleaning step (aqueous or solvent-based) post-assembly and pre-coating. Ask your assembly provider about their cleaning process, drying controls, and how they verify cleanliness (visual inspection, ion contamination testing, or surface energy measurement).
Thermal considerations also matter. If your board operates in a high-temperature environment, ensure the coating’s glass transition temperature (Tg) or softening point exceeds the maximum operating temperature by at least 20°C. For automotive applications expecting 125°C ambient under hood, a silicone or high-temp urethane coating is necessary; acrylic will degrade.
Rework planning should be addressed upfront. If you anticipate needing to replace components post-coating, specify an easily removable coating (acrylic or urethane) and mark rework zones on the assembly drawing. For boards with no anticipated rework, epoxy or Parylene may be acceptable. Document rework procedures in your process specification to ensure the assembly provider has the capability and materials on hand.
6. Inspection, Testing, and Process Control
A robust conformal coating process includes in-process inspection, post-coating verification, and periodic testing to ensure material and process consistency.
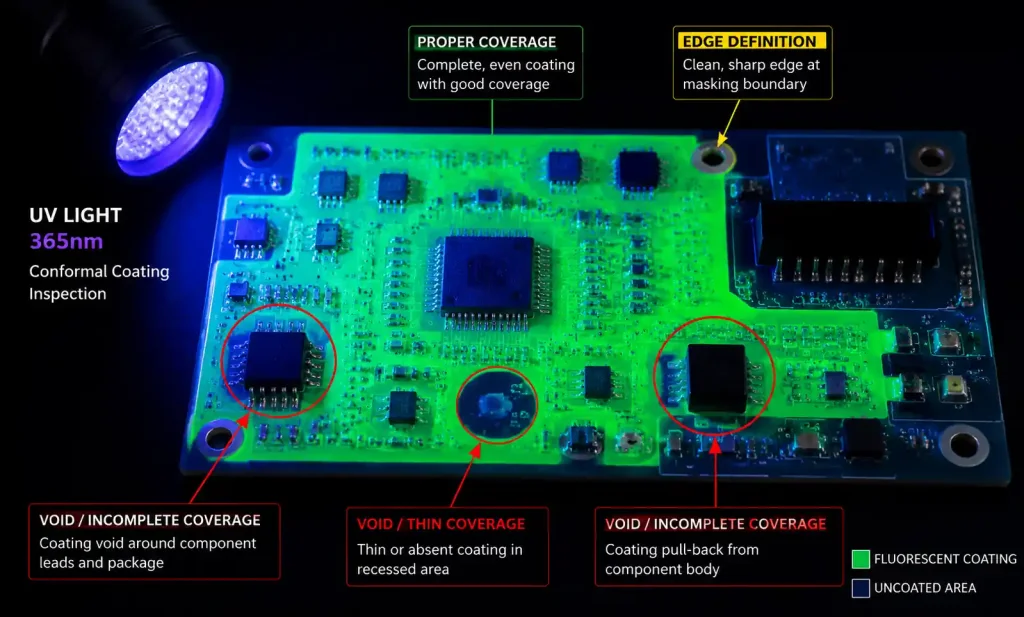
Visual inspection under normal and UV light is standard. Many conformal coatings contain fluorescent tracers that glow under UV (typically 365 nm), making coverage verification quick and objective. Inspectors check for complete coverage of specified areas, absence of voids or bubbles, proper edge definition at masking boundaries, and no coating on prohibited areas. IPC-A-610 provides acceptance criteria images for coating defects.
Thickness measurement can be done non-destructively using eddy current gauges (for conductive substrates) or ultrasonic gauges, though these are less common in high-volume production. More often, thickness is verified by cross-sectioning sample boards and measuring under microscope—typically part of first-article inspection (FAI) or periodic process validation.
Electrical testing post-coating should confirm that in-circuit test (ICT) or flying probe test results remain consistent. A common issue is coating buildup on test pads, increasing contact resistance and causing false failures. If your design relies on bed-of-nails testing post-coating, specify that test points must remain uncoated or use a coating-penetrating probe technology.
Environmental testing is the ultimate verification. Depending on your application, this may include salt spray (ASTM B117), humidity/temperature cycling (IPC-TM-650 2.6.3), thermal shock (MIL-STD-202), or immersion testing. These tests are typically performed on a sample from the production batch, not every board, but the assembly provider should have documentation of coating qualification for your material and application method.
Process control best practices include batch traceability (coating lot number, application date, operator, cure profile), environmental monitoring (temperature, humidity during application and cure), and material storage controls (shelf life, moisture exposure). A supplier with IPC-A-610 certification should have documented work instructions and inspection checklists aligned with the standard.
7. Cost Factors and Lead Time Implications
Conformal coating adds both material cost and process time to PCB assembly. Understanding the cost drivers helps in negotiating pricing and optimizing your design for manufacturability.
Material cost varies by chemistry: acrylic is the least expensive ($5–15 per liter), silicone and urethane are mid-range ($20–40 per liter), epoxy is higher ($40–70 per liter), and Parylene is significantly more expensive ($200–500 per deposition run, plus equipment amortization). Coverage area and thickness directly impact material consumption; a typical 100 mm × 100 mm board with 50-micron coating requires approximately 0.5–1 mL of liquid coating.
Application method cost scales differently. Manual spray is lowest setup cost but highest labor per board, suitable for prototypes or small batches (<100 boards). Automated spray or selective coating has higher setup cost (programming, fixturing) but lower per-board labor, cost-effective above 100–500 units. Dip coating has the lowest per-board cost for high volume (>1000 units) but requires tank setup and may need custom fixtures. Parylene requires a third-party service in most cases, adding external processing cost and logistics.
Masking cost can be significant. Physical masking (tape, boots, fixtures) adds $0.50–5 per board depending on complexity and whether masking is reusable. Selective coating eliminates most masking but has a longer cycle time. If your board has >10 mask areas, compare the cost of selective coating versus spray-with-masking.
Lead time impact depends on the coating method and whether curing can be done in-line. Spray and dip coatings with thermal cure (30–60 minutes at 60–80°C) can often be completed same-day. UV-cure acrylics reduce cure time to seconds but require compatible materials and UV oven equipment. Parylene adds 5–7 days due to batching, chamber evacuation, deposition time (8–24 hours), and post-deposition outgassing. Moisture-cure silicone or urethane coatings may require 24–72 hours at ambient conditions before packaging, extending lead time.
Quality escapes and rework are hidden costs. Poor coating process control can lead to field failures (corrosion, delamination, insulation breakdown) months or years after shipment, triggering recalls or warranty claims. Choose a supplier with demonstrated process capability and traceability, even if the per-board cost is slightly higher. The cost of a field failure in automotive or medical applications far exceeds the savings from cheaper coating.
8. FAQ
Q: Can conformal coating be applied to both sides of a PCB?
Yes, but it requires a two-step process. Typically, the top side (component side) is coated first, allowed to cure, then the board is flipped and the bottom side coated. This adds handling risk and cost. For double-sided assemblies, selective coating or Parylene (which coats all exposed surfaces uniformly) may be more practical.
Q: How thick should conformal coating be for adequate protection?
For most liquid coatings, 25–75 microns (1–3 mils) provides a good balance between protection and cost. IPC-CC-830 specifies a minimum of 1 mil for adequate dielectric strength. Thicker coatings (>100 microns) increase stress on components during thermal cycling and may crack. Parylene is effective at much thinner coverage, typically 5–25 microns, due to its pinhole-free uniformity.
Q: What is the difference between conformal coating and encapsulation?
Conformal coating is a thin film (typically <100 microns) that follows the PCB contours and allows visual inspection and rework. Encapsulation or potting involves filling the entire assembly with a thick resin (often millimeters thick), completely embedding components. Encapsulation provides superior mechanical and environmental protection but eliminates reworkability and adds significant weight and cost.
Q: Does conformal coating affect thermal dissipation from components?
Yes, to a small degree. Most conformal coatings have thermal conductivity of 0.1–0.3 W/m·K, which is low compared to air convection. For high-power components, heat sinks or thermal pads should remain uncoated, or use a thermally conductive coating (silicone-based, with ceramic fillers). In most cases, the thermal impact of a thin conformal coating is negligible compared to other thermal design factors.
Q: Can I apply conformal coating to a board with a battery or electromechanical components?
Batteries, relays, switches, connectors, and potentiometers should generally be masked and left uncoated. Coating can interfere with mechanical movement, electrical contact, or outgassing from batteries. Define keep-out zones clearly in your assembly drawing and confirm that your coating service can reliably mask these areas.
Q: How do I verify coating coverage on a finished board?
Most conformal coatings contain UV-fluorescent tracers. Inspecting the board under UV light (365 nm) makes the coating glow, revealing coverage uniformity, voids, and edge definition. This is the industry-standard method for quick, non-destructive verification and is specified in IPC-A-610. For thickness measurement, cross-sectioning and microscopy are used during process validation.
Q: What are common defects in conformal coating, and how are they prevented?
Common defects include voids (air pockets), bubbles (trapped solvents), delamination (poor adhesion due to contamination), orange peel (rough surface texture from improper viscosity or spray parameters), and bridging (coating spanning gaps like connector pins). Prevention requires surface cleanliness, controlled application parameters (viscosity, temperature, humidity), proper cure profile, and material compatibility with flux and solder mask.
9. Conclusion
Choosing a conformal coating service isn’t just about finding someone who can spray stuff on a board. You need a partner who actually understands your environment, picks the right material, applies it properly, and inspects it thoroughly. For automotive, aerospace, medical, or industrial work—where coating is a reliability requirement—don’t cut corners. Look for documented process validation, material traceability, and relevant certs like ISO 13485, AS9100, or IATF 16949.
When you send out RFQs, be crystal clear: coating type or performance specs, coverage areas and keep‑out zones (mark them on drawings), target thickness, IPC class, and any environmental testing you need. If your board has tight pitch, bottom‑side parts, or lots of masking, talk early about selective coating or design tweaks—it can save you time and money.For prototypes or first runs, request a first‑article inspection with thickness measurement, UV photos, and cross‑section analysis. That way you know the process works before scaling up. If you need accelerated life testing (thermal cycling, salt spray, humidity), agree on test parameters and acceptance criteria upfront.
Ready to move? Send your Gerbers, BOM, and assembly drawings with coating specs clearly marked. Many good shops offer free DFM reviews that catch coating issues early. Reach out to an assembly house with in‑house coating capability for a quote and lead time estimate.