Rigid-Flex PCB Small-Batch Trial Production vs Large-Batch Production: Price Difference Analysis (2026)
For hardware engineers and procurement managers, understanding the cost structure between small-batch trial production and large-volume manufacturing is critical for budgeting and supply chain planning. This guide explains why unit prices drop significantly at higher volumes, breaks down the key cost drivers, and provides actionable strategies to reduce prototype costs while preparing for scalable production.
Introduction
Rigid-flex PCBs combine rigid and flexible substrates in a single structure, enabling compact designs for wearables, medical devices, automotive sensors, and aerospace avionics. Manufacturing complexity—lamination cycles, controlled depth routing, coverlay application—creates a steep cost curve between prototype quantities (5–50 pieces) and volume production (500+ pieces). Prototype unit cost may be 5–15 times higher than volume pricing due to fixed tooling costs, panel utilization efficiency, material sourcing minimums, and CAM engineering time amortized across fewer units.
Key Cost Drivers in Rigid-Flex Manufacturing
Tooling and NRE Costs: Custom tooling—laser routing programs, stiffener bonding fixtures, coverlay dies, electrical test fixtures—is fixed per design. In small batches, these costs divide among few boards; in volume, they amortize to pennies per unit.
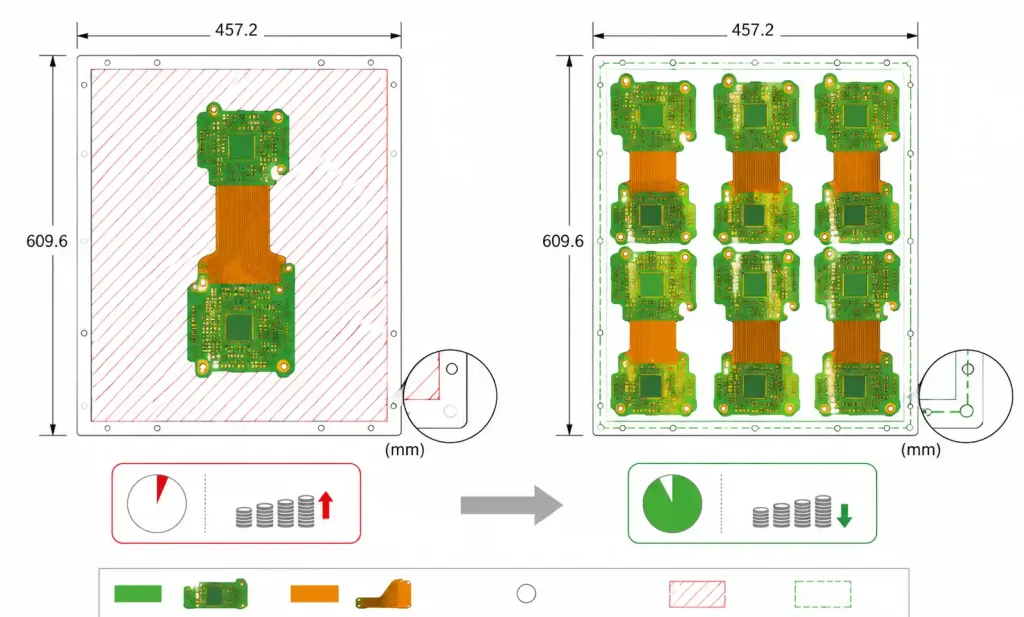
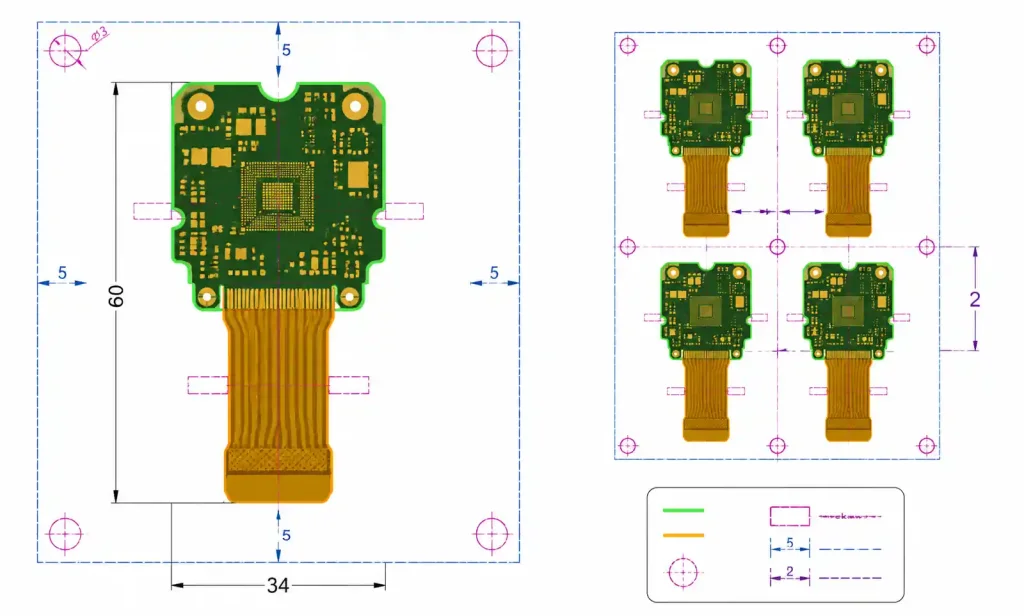
Panel Utilization and Array Configuration: Prototype orders often use single or dual-up panelization, wasting significant material. Volume production justifies 4-up, 6-up, or 8-up arrays, maximizing boards per panel and lowering material cost per unit.
Material Procurement and MOQ: Flexible substrates, adhesives, and coverlay films have minimum order quantities. Prototype orders either pull from stock (with markup) or order excess material, passing cost to the customer. Volume orders procure in bulk at lower per-unit prices.
Process Setup and Changeover: Each batch requires setup, parameter verification, and first-article inspection. For 10 pieces, setup time per board is high; for 1,000 pieces, it becomes negligible.
Testing and Inspection: Electrical testing (flying probe or fixture), dimensional inspection, and bend cycle testing add fixed cost per batch. Small batches carry the full burden; volume orders amortize across many boards.
Price Breakdown: Small-Batch Trial Production
For a typical rigid-flex PCB prototype order (10 pieces, 4-layer rigid + 2-layer flex, 100mm × 80mm, IPC Class 2):
| Cost Component | Estimated Cost | Per-Unit Impact |
|---|---|---|
| CAM engineering and DFM review | $150–250 | $15–25 per board |
| Tooling (routing program, test fixture) | $200–400 | $20–40 per board |
| Raw materials (PI substrate, prepreg, coverlay) | $300–500 | $30–50 per board |
| Lamination and fabrication labor | $400–600 | $40–60 per board |
| Testing and inspection | $100–200 | $10–20 per board |
| Panel waste (low utilization) | $150–250 | $15–25 per board |
| Logistics and handling | $50–100 | $5–10 per board |
| Total prototype cost (10 pcs) | $1,350–2,300 | $135–230 per board |
CAM engineering, tooling, and panel waste account for approximately 40–50% of prototype cost—largely fixed costs that do not scale linearly. Expedite fees for faster turnaround (5–10 days) can add 30–50%.
Price Breakdown: Large-Batch Production
For the same design at volume (1,000 pieces):
| Cost Component | Estimated Cost | Per-Unit Impact |
|---|---|---|
| CAM engineering and DFM review | $150–250 (one-time) | $0.15–0.25 per board |
| Tooling (amortized over volume) | $200–400 (one-time) | $0.20–0.40 per board |
| Raw materials (bulk procurement) | $8,000–12,000 | $8–12 per board |
| Lamination and fabrication labor | $6,000–9,000 | $6–9 per board |
| Testing and inspection (automated) | $1,500–2,500 | $1.50–2.50 per board |
| Panel waste (high-density array) | $500–1,000 | $0.50–1.00 per board |
| Logistics and handling | $300–500 | $0.30–0.50 per board |
| Total volume cost (1,000 pcs) | $16,650–25,650 | $16.65–25.65 per board |
Unit price drops by approximately 85–90%. Dominant costs become raw materials and fabrication labor, both benefiting from economies of scale.
Comparative Cost Analysis
| Order Quantity | Estimated Unit Price | Total Order Cost | Key Cost Drivers |
|---|---|---|---|
| 5 pieces (prototype) | $180–280 | $900–1,400 | Tooling NRE, low panel utilization, material MOQ |
| 10 pieces (trial) | $135–230 | $1,350–2,300 | CAM setup, single/dual-up panelization |
| 50 pieces (pilot) | $50–85 | $2,500–4,250 | Partial tooling amortization, 2–4 up arrays |
| 100 pieces (small volume) | $35–55 | $3,500–5,500 | Improved panel utilization, bulk discount begins |
| 500 pieces (volume) | $22–35 | $11,000–17,500 | High-density arrays, automated testing |
| 1,000 pieces (production) | $16.65–25.65 | $16,650–25,650 | Full economies of scale |
| 5,000+ pieces (mass production) | $12–18 | $60,000–90,000 | Dedicated line allocation, material contracts |
Break-even point: Volume production becomes cost-effective around 100–200 pieces. The steepest price drop occurs between 10 and 100 pieces.
Strategies to Bridge the Gap
Design for Panelization from the Start: Design board outlines and tooling holes to facilitate higher-density arrays. Symmetric outlines, minimal irregular shapes, and space for breakaway tabs enable efficient 4-up or 6-up arrays when transitioning to volume.
Choose Standard Material Specifications: Custom stackups (specific Dk/Df, non-standard copper weights, exotic coverlay) increase prototype cost. For trial production, use standard 1 oz RA copper on 1-2 mil PI, FR4 cores with Tg 130–140°C, and amber coverlay.
Leverage Shared Tooling and Batching: Some manufacturers offer pooled prototype services where multiple designs share a panel—dramatically reducing NRE and material waste for small orders, though lead time may extend a few days.
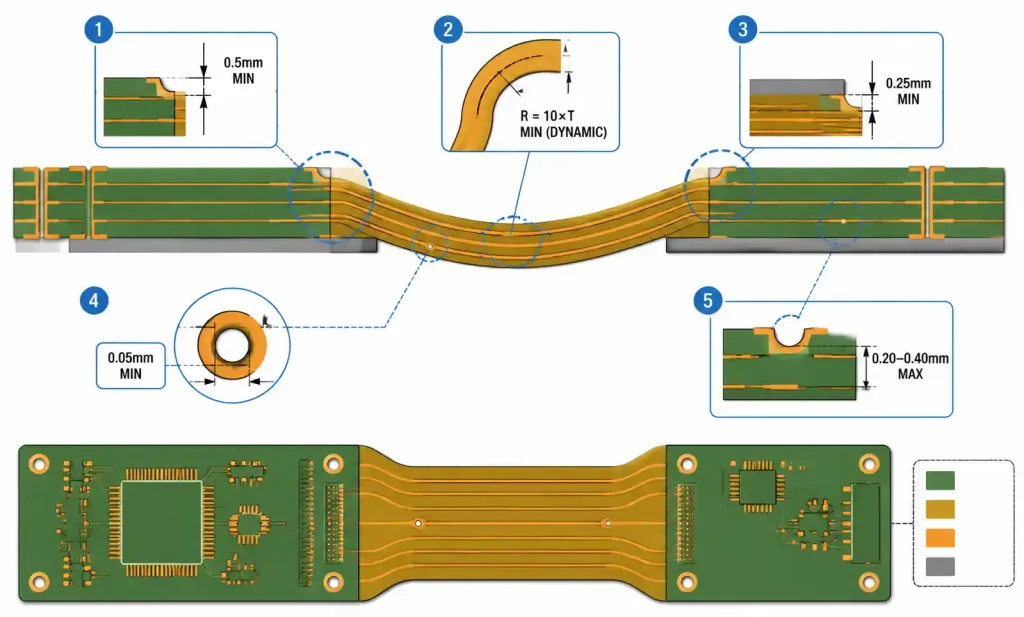
Perform DFM Review Before Prototyping: Key checks: flex-to-rigid transition clearances (≥0.5mm), bend radius compliance (dynamic: 10× PI thickness; static: 6×), stiffener placement, annular ring requirements (Class 2: 2 mils; Class 3: 4 mils), and copper balancing to prevent warpage.
Negotiate Volume Pricing During Prototype Phase: Inform manufacturers of projected volume. Many will reduce prototype NRE or offer discounted pricing with a volume commitment within 6–12 months.
Consider “Prototype-Plus” Quantities: Order 20–30 pieces instead of 10 if budget allows—marginal cost per additional unit is lower than fixed setup cost, providing extra boards for extended testing or customer samples.
FAQ
Typical lead time difference? Prototype: 7–12 working days (5–7 with expedite). Volume (500+): 15–25 working days. Repeat volume orders: 10–15 days.
Can I use the same Gerber files? Yes. CAM engineer optimizes panel layout and tooling differently for each quantity.
Savings from 100 to 500 pieces? Typically 30–40% unit price reduction—from improved panel utilization, bulk material discounts, and amortized testing setup.
Minimum order quantity? Prototype: 5–10 pieces (some have minimum order value). Volume: 50–100 pieces typical.
Should I prototype with the same IPC class? Yes. Switching from Class 2 to Class 3 later may require design changes that invalidate prototype testing.
How do stiffener/coverlay options affect pricing? Cost impact is proportionally higher in prototypes. For prototypes, use standard FR4 stiffeners and adhesive coverlay; switch to polyimide or adhesiveless in volume if requirements justify it.
Design changes that reduce both prototype and volume costs? Reduce layer count, minimize board outline complexity, use standard via sizes, avoid blind/buried vias in flex layers, design symmetric flex tails. These reduce material cost, fabrication complexity, and testing time.
Can I switch suppliers between prototype and volume? Possible but risky. Different manufacturers have different process capabilities and DFM interpretations. If switching, provide complete fabrication drawings, IPC-2581/ODB++ data, and first-article inspection reports.
Conclusion
The price difference between small-batch trial production and large-batch production of rigid-flex PCBs is driven by tooling NRE, panel utilization, material procurement economics, and process setup costs.
Recommended approach: Prototype with 10–20 pieces to validate design functionality and mechanical fit. Order 50–100 pieces for pilot production and extended reliability testing. Use the prototype phase for thorough DFM review and design optimization for volume panelization. Once stable, transition to volume orders of 500+ pieces to capture full economies of scale.
When requesting quotes, ask for a detailed cost breakdown showing NRE, material, fabrication, and testing costs separately. This transparency helps compare quotes accurately and identify cost reduction opportunities.
About the Author
This guide is based on 15+ years of CAM engineering and DFM experience in rigid-flex PCB manufacturing across consumer, industrial, medical, and aerospace applications. Cost data reflects real-world production analysis from prototype through volume manufacturing.