99.6% vs 96% Alumina Ceramic PCB: What’s the Difference in Performance and Cost?
When designing high-performance electronics, choosing the right ceramic substrate can make or break your project. Alumina ceramic PCBs have become the go-to solution for applications demanding excellent thermal management, electrical insulation, and mechanical stability. But here’s the question that stumps many engineers: should you invest in 99.6% alumina or stick with the industry-standard 96% grade?
This comprehensive guide breaks down everything you need to know about alumina ceramic PCB purity grades, helping you make an informed decision based on performance requirements and budget constraints.
What is Alumina Ceramic PCB and Why Purity Matters
Alumina ceramic PCBs (aluminum oxide, Al₂O₃) are rigid substrate materials designed for electronics that operate beyond the limits of traditional FR-4 boards. These substrates excel in high-power, high-voltage, and high-temperature environments where conventional materials would fail.
What makes purity levels critical?
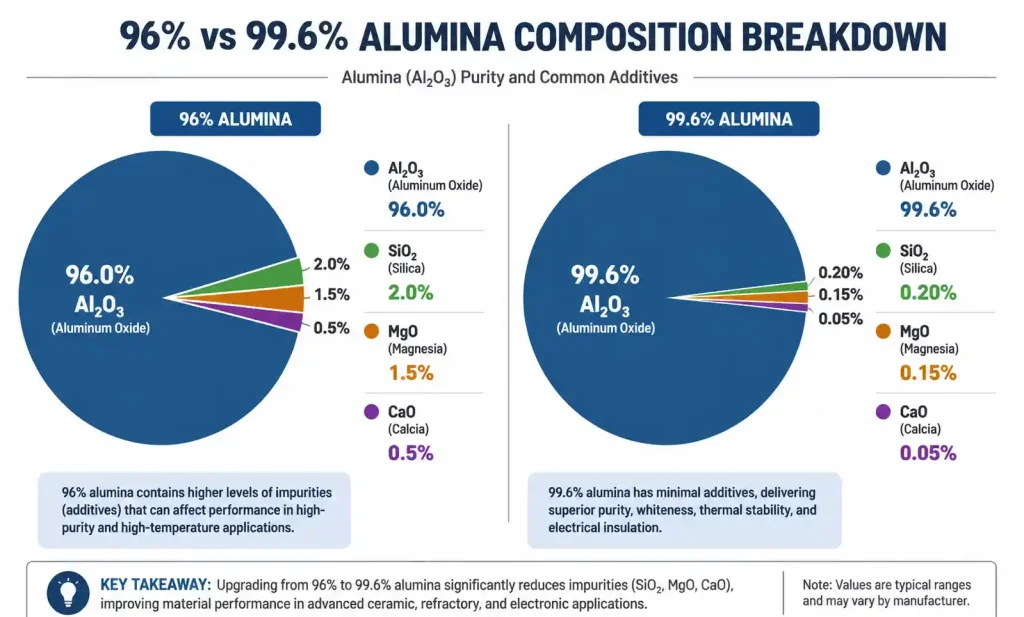
The purity percentage indicates how much pure aluminum oxide the substrate contains. The remaining percentage consists of additives like silica, magnesia, and calcia that influence processing and properties. Higher purity generally translates to:
- Enhanced thermal conductivity
- Superior electrical insulation
- Better corrosion and wear resistance
- Improved high-temperature stability
- Higher manufacturing costs
The two most common grades for PCB applications are 96% and 99.6% alumina. While both serve ceramic PCB needs, they occupy different performance and cost tiers.
Key Performance Differences Between 99.6% and 96% Alumina
Let’s break down the technical specifications that matter most for PCB designers:
Mechanical Properties:
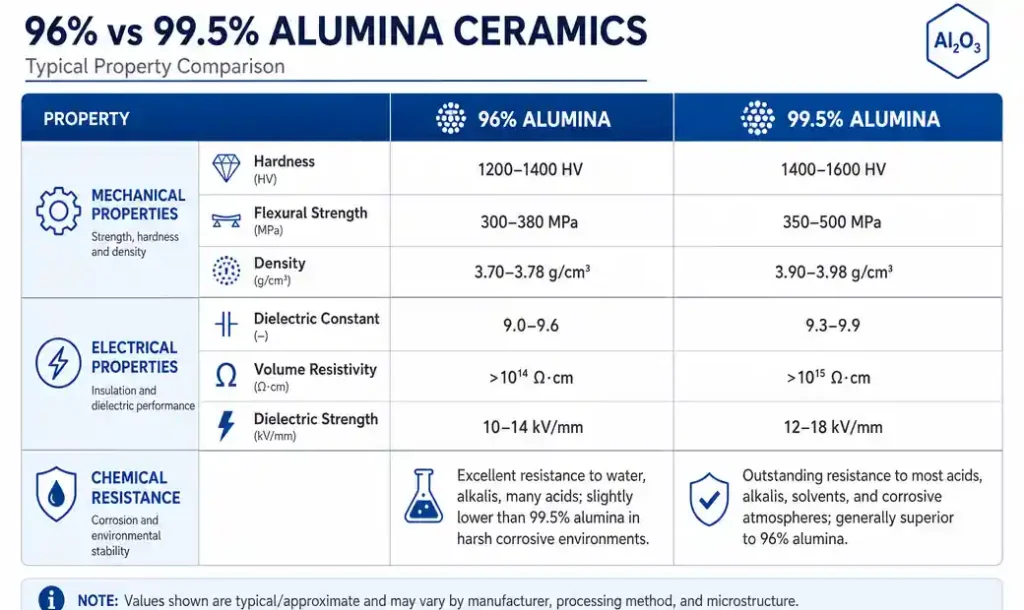
- Hardness: 99.6% alumina offers superior hardness and wear resistance compared to 96% grade
- Flexural Strength: Both grades provide excellent mechanical strength, though 99.6% edges slightly higher
- Density: Higher purity correlates with higher density and better structural integrity
Electrical Properties:
- Dielectric Constant: 96% alumina typically ranges around 9.0-9.5, while 99.6% can reach 9.8-10.0
- Volume Resistivity: 99.6% alumina provides superior electrical insulation (>10¹⁴ Ω·cm at 25°C)
- Dielectric Strength: Both grades excel, but higher purity offers enhanced breakdown voltage
Chemical Resistance:
99.6% alumina demonstrates exceptional resistance to acids, alkalis, and corrosive environments—critical for harsh industrial applications.
Thermal Conductivity Comparison: Does Higher Purity Mean Better Heat Dissipation?
Thermal management is often the deciding factor when selecting ceramic substrates. Here’s what the data shows:
96% Alumina Thermal Performance:
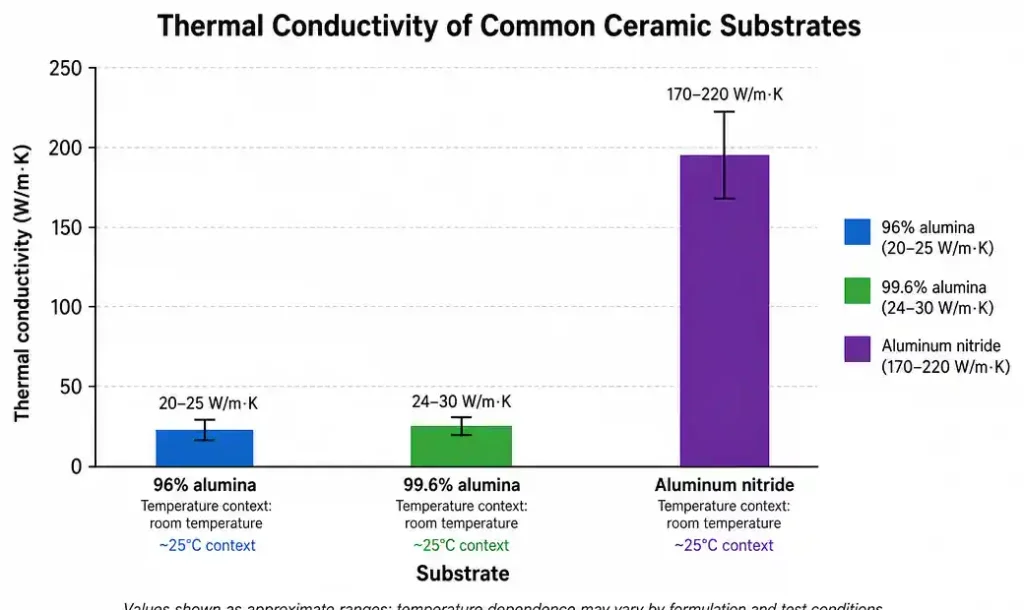
- Thermal conductivity: 20-25 W/m·K
- Suitable for moderate-power applications
- Cost-effective thermal solution for general electronics
99.6% Alumina Thermal Performance:
- Thermal conductivity: 24-30 W/m·K
- Better heat dissipation in demanding applications
- Optimal for high-power density designs
The surprising truth: While 99.6% alumina offers marginally better thermal conductivity, the difference isn’t always dramatic enough to justify the cost premium for every application. For context, aluminum nitride substrates offer 170-220 W/m·K—a truly significant jump from both alumina grades.
Thermal cycling considerations: Interestingly, some research indicates that lower purity grades like 95-96% can sometimes outperform higher purity in thermal cycling applications due to better thermal resilience under specific operating conditions.
Cost Analysis: Understanding the Price Gap
Why is 99.6% alumina more expensive?
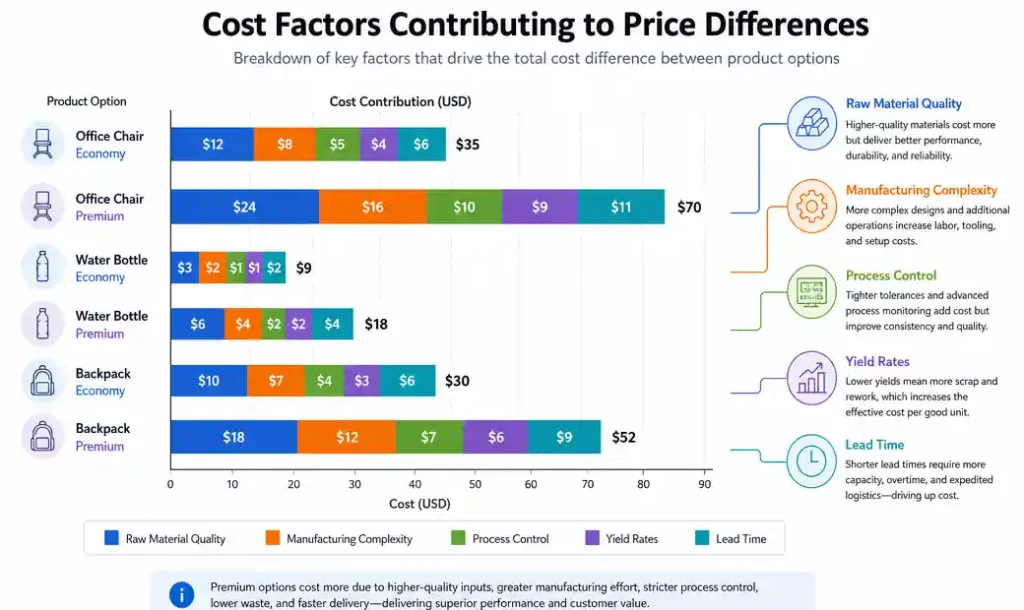
The price premium for 99.6% alumina stems from several factors:
- Raw Material Quality: Higher purity aluminum oxide powder costs significantly more
- Manufacturing Complexity: Requires higher sintering temperatures (1,600-1,700°C vs. 1,500-1,600°C)
- Process Control: Tighter quality control and longer production cycles
- Yield Rates: Higher risk of defects like uneven sintering or excessive shrinkage
Typical Cost Differential:
- 96% alumina substrate: $X per unit (baseline)
- 99.6% alumina substrate: 30-50% premium over 96% grade
Lead time considerations: Higher purity grades often require longer lead times due to specialized manufacturing processes. Factor this into your project timeline.
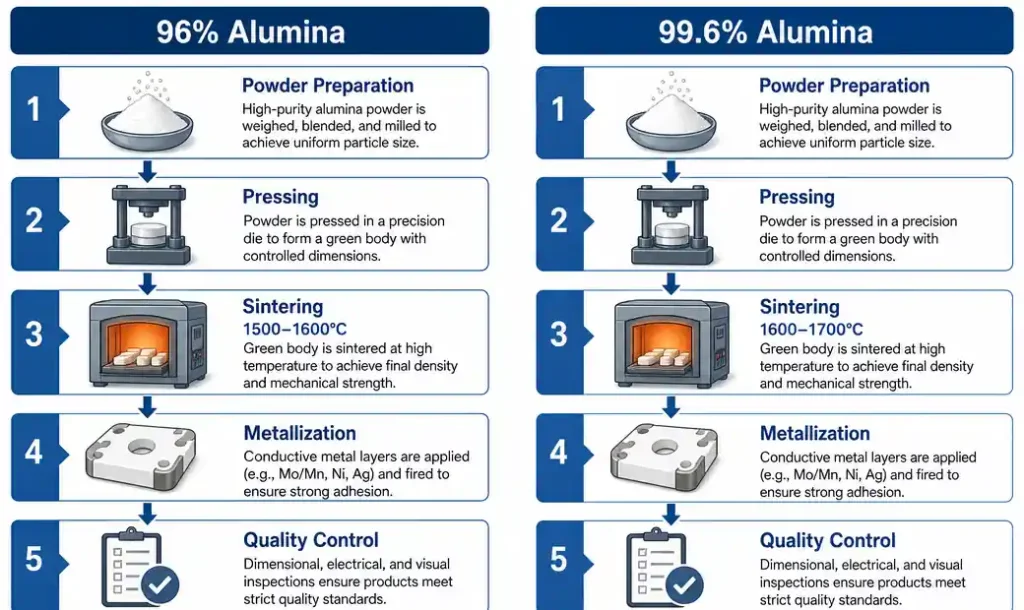
Manufacturing Process Differences
Understanding the production differences helps explain performance and cost variations:
96% Alumina Manufacturing:
- Lower sintering temperature requirements
- More forgiving process tolerance
- Faster production cycles
- Established supply chain
99.6% Alumina Manufacturing:
- Requires higher sintering temperatures
- More sensitive to process variations
- Stricter quality control requirements
- Potential for greater shrinkage during sintering
The manufacturing process for 99.6% alumina is more complex, requiring precise control of temperature, atmosphere, and cooling rates to achieve optimal properties.
Application-Specific Selection Guide
Choosing between 96% and 99.6% alumina depends on your specific application requirements:
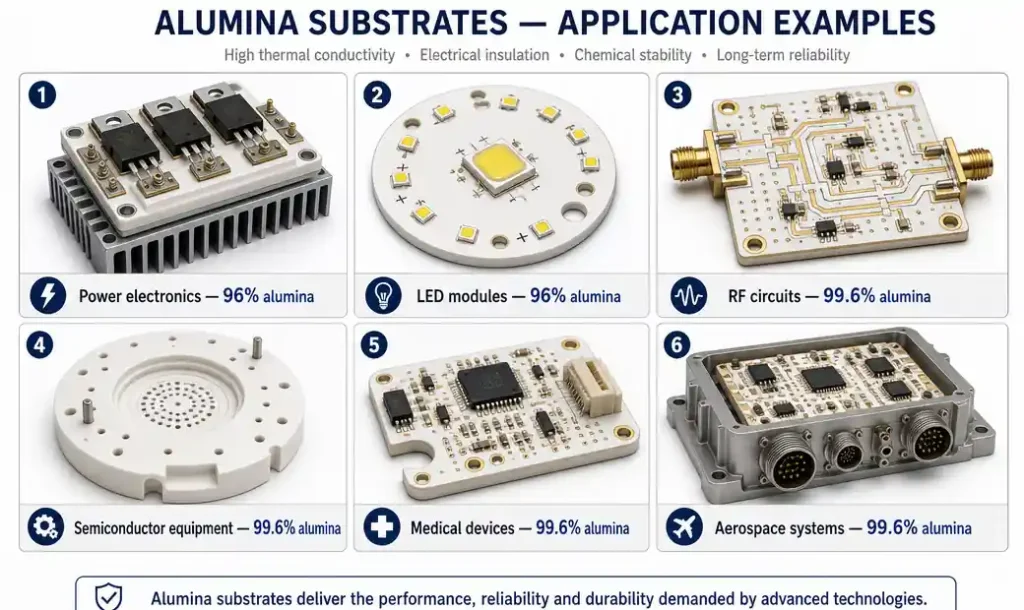
96% Alumina Best For:
- General industrial electronics
- Power supplies and converters
- LED lighting (including UVC LED modules)
- RF and microwave circuits (standard performance)
- Cost-sensitive projects
- High-volume production runs
99.6% Alumina Best For:
- Semiconductor processing equipment
- Precision optical systems
- Vacuum systems requiring ultra-clean materials
- Extreme temperature applications
- Corrosive environment exposure
- Applications requiring maximum electrical insulation
Market trends: The alumina thin film ceramic substrates market is projected to reach USD 528.94 million in 2026, growing at 16.85% CAGR—indicating strong demand across both purity grades.
When to Choose 96% Alumina PCB
Opt for 96% alumina when:
✅ Your thermal conductivity requirements are moderate (20-25 W/m·K is sufficient)
✅ Budget constraints are a primary concern
✅ You need faster lead times
✅ Your application operates within standard temperature ranges (-55°C to +500°C)
✅ You’re producing high volumes where cost per unit matters
Real-world applications:
- Standard power electronics
- Industrial control systems
- Automotive electronics (non-extreme environments)
- Consumer electronics requiring ceramic substrates
- General RF/microwave applications
96% alumina represents the industry standard for a reason—it offers an excellent balance of performance and cost-effectiveness for the majority of applications.
When to Invest in 99.6% Alumina PCB
Choose 99.6% alumina when:
✅ Maximum purity is critical for your process (vacuum systems, semiconductor fab)
✅ Your application demands superior corrosion resistance
✅ You need the best possible electrical insulation properties
✅ Operating temperatures exceed standard ranges
✅ Long-term reliability in harsh environments is non-negotiable
✅ Performance justifies the 30-50% cost premium
Premium applications:
- Semiconductor manufacturing equipment
- Medical device electronics (implantables, diagnostic equipment)
- Aerospace and defense systems
- Research and laboratory instrumentation
- Precision sensors operating in extreme conditions

The extra investment in 99.6% alumina makes sense when failure costs exceed the material premium—think mission-critical systems where reliability is paramount.
Conclusion: Making the Right Choice for Your Project
Both 96% and 99.6% alumina ceramic PCBs offer exceptional performance compared to traditional substrates. The decision ultimately hinges on your specific requirements:
Choose 96% alumina if you need proven performance at a competitive price point for standard applications. It’s the workhorse of the ceramic PCB world—reliable, cost-effective, and readily available.
Choose 99.6% alumina when your application demands maximum purity, superior properties, and you’re working in extreme environments where the performance premium justifies the cost.
For most general electronics and power applications, 96% alumina provides more than adequate performance. Reserve 99.6% for truly demanding applications where its superior properties deliver measurable benefits.
Next steps:
- Evaluate your thermal management requirements
- Assess your operating environment conditions
- Calculate total cost of ownership (material + manufacturing + potential failure costs)
- Consult with your PCB manufacturer about availability and lead times
- Consider prototyping with both grades if cost differential is marginal for your quantities
Frequently Asked Questions
Q: Can I mix 96% and 99.6% alumina in the same system?
A: Yes, you can use different purity grades for different components based on their specific requirements. This hybrid approach optimizes cost while maintaining performance where needed.
Q: How do alumina PCBs compare to aluminum nitride?
A: Aluminum nitride offers significantly higher thermal conductivity (170-220 W/m·K) but costs considerably more. Alumina remains the cost-effective choice for moderate thermal management needs.
Q: What thickness options are available for alumina substrates?
A: Common thicknesses range from 0.25mm to 1.5mm, with custom thicknesses available for specialized applications.
Q: Does higher purity mean more brittle substrates?
A: While higher purity alumina is harder, both 96% and 99.6% grades offer excellent mechanical strength. Proper design and handling prevent brittleness issues in both grades.