Acrylic vs Silicone vs Urethane Conformal Coating: Complete Selection Guide for PCB Protection
When designing electronics for harsh environments, choosing the right conformal coating can mean the difference between reliable operation and premature failure. Acrylic, silicone, and urethane coatings each offer distinct advantages for PCB protection, but selecting the wrong type can compromise performance, increase costs, or create manufacturability issues. This guide provides the technical comparison and application insights you need to make an informed coating selection for your next project.
Table of Contents
- What Is Conformal Coating and Why It Matters for PCB Reliability
- Acrylic Conformal Coating: Properties and Applications
- Silicone Conformal Coating: Properties and Applications
- Urethane Conformal Coating: Properties and Applications
- Side-by-Side Comparison: Performance Parameters
- Application-Specific Selection Guide
- Manufacturing Considerations: Application Methods and Curing
- FAQ
- Conclusion and Selection Framework
1. What Is Conformal Coating and Why It Matters for PCB Reliability
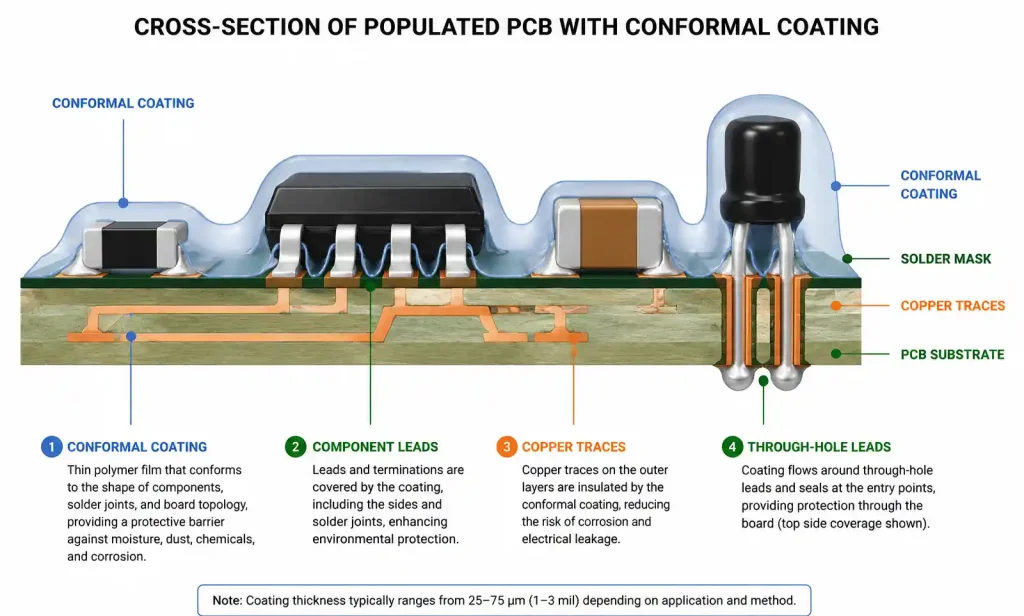
Conformal coating is a thin protective polymer film applied to populated PCBs to shield components and circuitry from environmental stresses including moisture, dust, chemical contaminants, and temperature extremes. The coating conforms to the board topology, hence the name, providing a barrier that prevents corrosion, reduces leakage currents, and extends operational life in demanding applications.
The three most common coating chemistries—acrylic (AR), silicone (SR), and urethane (UR)—are defined by IPC-CC-830C and comply with performance requirements outlined in IPC-A-610 for acceptability. Each chemistry delivers different trade-offs in moisture resistance, temperature range, chemical resistance, reworkability, and dielectric properties. Understanding these differences is critical for design engineers specifying coatings for automotive, aerospace, medical, industrial control, and consumer electronics applications.
Poor coating selection can lead to delamination in high-temperature environments, moisture ingress in humid conditions, or rework nightmares when repairs are needed. This guide compares the three chemistries across key performance parameters to help you match coating type to application requirements.
2. Acrylic Conformal Coating: Properties and Applications
Acrylic conformal coatings are single-component, solvent-based polymers that cure through evaporation at room temperature or with mild heat. They are the most widely used coating type due to their ease of application, fast cure time, and excellent reworkability.
Key Properties
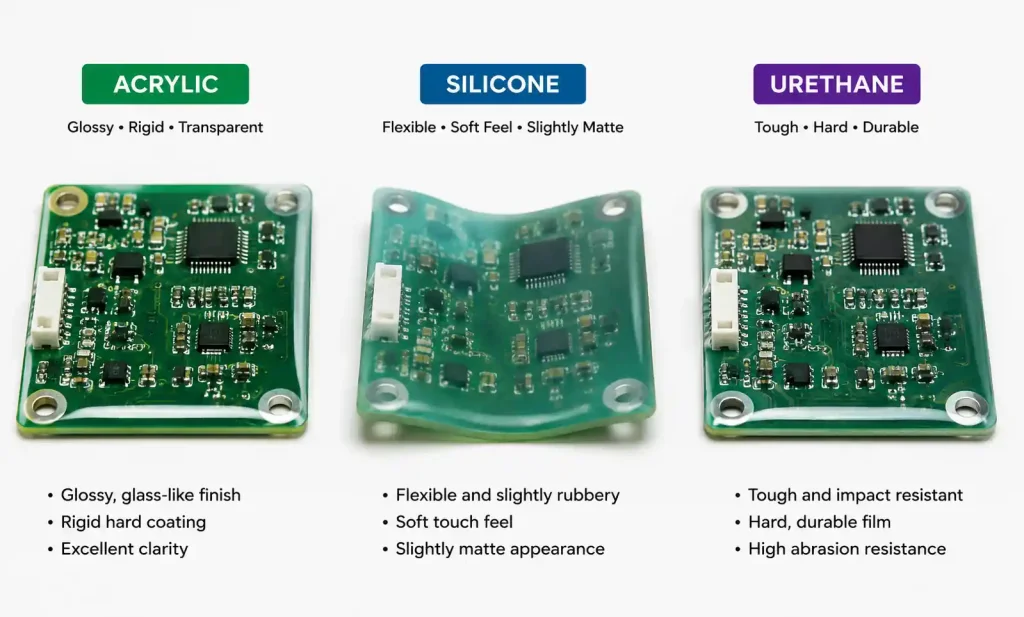
Acrylic coatings form a hard, glossy film with good moisture and abrasion resistance. Typical film thickness ranges from 25 to 75 microns. The coating is transparent, allowing visual inspection of components and solder joints after application. Dielectric strength is typically 1500–2000 V/mil, sufficient for most low-to-medium voltage applications.
Acrylic coatings have a service temperature range of -40°C to +125°C, making them suitable for consumer electronics and standard industrial environments. They provide moderate chemical resistance to mild acids, alkalis, and solvents, but are not recommended for prolonged exposure to strong chemicals.
Reworkability
One of acrylic’s primary advantages is ease of removal. The coating can be dissolved with common solvents such as isopropyl alcohol (IPA), acetone, or specialized coating removers, allowing straightforward component replacement or circuit repair. This makes acrylic the preferred choice for prototypes, low-to-medium volume production, and any application where field service or rework is anticipated.
Application Scenarios
Acrylic coatings are well-suited for consumer electronics, LED lighting boards, power supplies, and general industrial control boards operating in standard environments. They are also ideal for prototype and development boards where multiple rework cycles are expected. However, acrylic is not recommended for automotive under-hood applications, outdoor exposed equipment, or high-temperature environments above 125°C.
3. Silicone Conformal Coating: Properties and Applications
Silicone conformal coatings are flexible, high-temperature polymers based on siloxane chemistry. They are available in single-component solvent-based formulations or two-component systems that cure through moisture or heat.
Key Properties
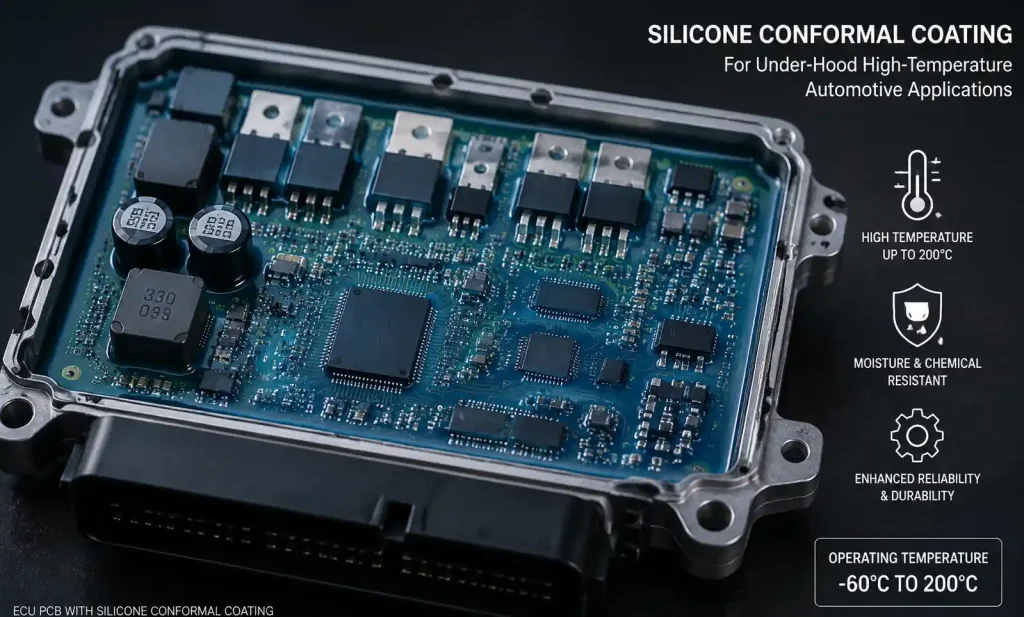
Silicone coatings remain flexible across an extremely wide temperature range, typically -60°C to +200°C, with some formulations rated to +250°C. This flexibility allows the coating to accommodate thermal expansion mismatches between the PCB substrate and components without cracking or delaminating. Dielectric strength ranges from 500 to 1200 V/mil, lower than acrylic or urethane.
Silicone provides excellent moisture resistance and maintains stable electrical properties in high-humidity environments. The coating also exhibits superior chemical resistance to oils, fuels, and hydraulic fluids, making it suitable for automotive and aerospace applications. However, silicone has relatively low abrasion resistance and can attract dust due to its slightly tacky surface.
Reworkability Challenges
Silicone is the most difficult coating to remove. While it can be cut or peeled away mechanically, chemical removal is challenging and often requires aggressive solvents or specialized removal systems. This makes rework labor-intensive and increases the risk of damage to delicate components. For high-volume production with minimal expected rework, this is acceptable, but for prototypes or field-serviceable equipment, silicone presents significant challenges.
Application Scenarios
Silicone coatings excel in automotive under-hood electronics, engine control units (ECUs), aerospace avionics, high-temperature industrial sensors, and outdoor exposed equipment. They are the preferred choice when operating temperatures exceed 125°C or when exposure to automotive fluids is expected. Silicone is also used in LED applications requiring high optical clarity and UV stability.
4. Urethane Conformal Coating: Properties and Applications
Urethane (polyurethane) conformal coatings are two-component systems that cure through a chemical reaction between resin and hardener, or single-component moisture-cure formulations. They provide the best overall chemical and abrasion resistance among the three chemistries.
Key Properties
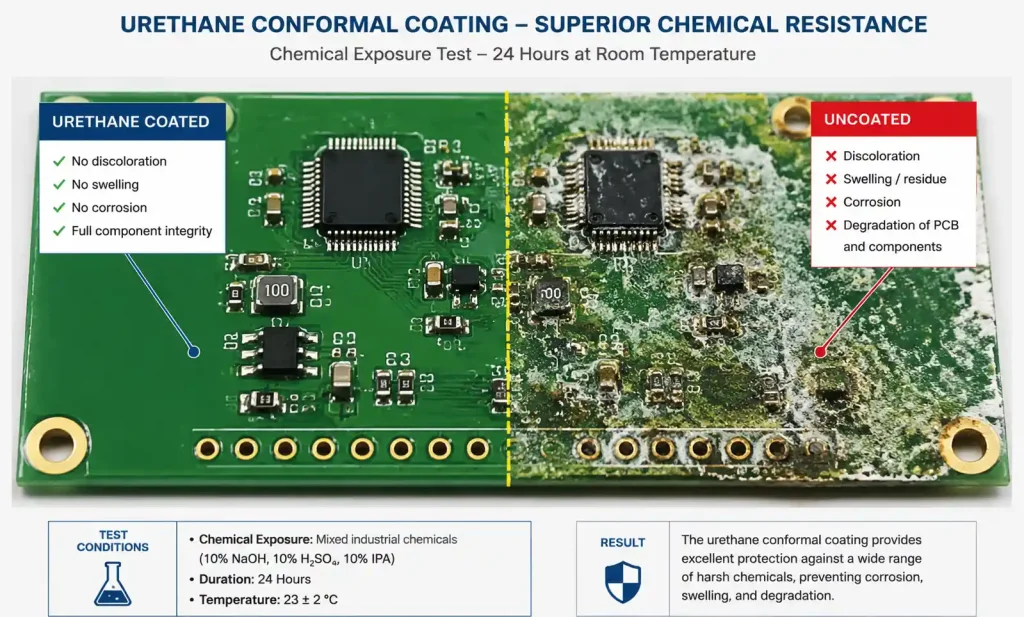
Urethane coatings form a tough, hard film with excellent moisture resistance and superior chemical resistance to acids, alkalis, solvents, and fuels. Service temperature range is typically -40°C to +130°C, slightly broader than acrylic. Dielectric strength is high, typically 1500–2500 V/mil, making urethane suitable for high-voltage applications.
The coating provides excellent abrasion resistance, significantly better than acrylic or silicone, which is critical for military, aerospace, and harsh industrial environments where mechanical stress is expected. Urethane also offers good adhesion to a wide range of substrates and component surfaces.
Reworkability Trade-offs
Urethane’s chemical and mechanical resistance makes removal more difficult than acrylic but easier than silicone. The coating can be removed with specialized solvents or by mechanical abrasion using tools such as micro-blasting or grinding. Some urethane formulations are designed to be more rework-friendly, but removal is never as simple as with acrylic. This is a key consideration when field service requirements exist.
Application Scenarios
Urethane coatings are ideal for military and aerospace electronics, automotive electronics requiring superior chemical resistance, medical devices, harsh industrial environments, and high-reliability applications where long-term durability is paramount. They are also preferred for outdoor telecommunications equipment and subsea electronics. However, urethane is not recommended for applications requiring frequent rework or where high-temperature flexibility is critical.
5. Side-by-Side Comparison: Performance Parameters
The following table compares acrylic, silicone, and urethane conformal coatings across critical performance parameters. This comparison is based on typical commercially available formulations meeting IPC-CC-830C requirements.
| Property | Acrylic (AR) | Silicone (SR) | Urethane (UR) |
|---|---|---|---|
| Service Temperature Range | -40°C to +125°C | -60°C to +200°C | -40°C to +130°C |
| Dielectric Strength | 1500–2000 V/mil | 500–1200 V/mil | 1500–2500 V/mil |
| Moisture Resistance | Good | Excellent | Excellent |
| Chemical Resistance | Moderate | Excellent (oils, fuels) | Excellent (acids, solvents) |
| Abrasion Resistance | Moderate | Low | Excellent |
| Flexibility | Moderate | Excellent | Low to Moderate |
| Reworkability | Excellent (IPA removal) | Poor (mechanical only) | Moderate (specialized solvents) |
| Cure Time (room temp) | 30–60 minutes | 24–48 hours | 4–8 hours (moisture cure) |
| Typical Thickness | 25–75 microns | 50–150 microns | 25–100 microns |
| Adhesion | Good | Moderate | Excellent |
| Cost (relative) | Low | Medium | Medium to High |
| IPC-CC-830 Type | AR | SR | UR |
This table highlights the fundamental trade-offs. Silicone offers the widest temperature range and best flexibility but sacrifices reworkability and abrasion resistance. Urethane provides superior chemical and mechanical protection but is harder to remove. Acrylic balances moderate performance with excellent reworkability and lowest cost, making it the default choice for many applications.
When selecting a coating, prioritize the parameters most critical to your application. For high-temperature automotive applications, silicone’s temperature range outweighs its poor reworkability. For prototypes or field-serviceable equipment, acrylic’s easy removal is essential. For long-term reliability in chemically aggressive environments, urethane’s superior protection justifies the higher cost and more complex rework.
6. Application-Specific Selection Guide
Choosing the right conformal coating depends on the specific environmental stresses, operating conditions, and manufacturing requirements of your application. The following guidance is based on common PCB application scenarios.
Consumer Electronics and General Industrial
For consumer products, LED drivers, power supplies, and standard industrial control boards operating in climate-controlled or mild environments, acrylic is typically the best choice. It provides adequate moisture and contamination protection at the lowest cost, with fast cure times and easy rework. Unless your application involves extreme temperatures, harsh chemicals, or outdoor exposure, acrylic delivers sufficient protection without over-engineering.
Automotive Electronics
Automotive applications fall into two categories. For in-cabin electronics such as infotainment systems, instrument clusters, and body control modules, acrylic or urethane may be sufficient depending on reliability requirements. For under-hood electronics including engine control units, sensor modules, and power electronics exposed to elevated temperatures (above 125°C), oil, fuel, and coolant, silicone is the clear choice. Its high-temperature stability and chemical resistance to automotive fluids make it indispensable for harsh automotive environments.
Aerospace and Military
Aerospace and defense applications require the highest reliability under extreme conditions including wide temperature cycling, vibration, shock, and long operational lifetimes without maintenance. Urethane is often preferred due to its excellent chemical resistance, abrasion resistance, and superior long-term durability. Silicone is used in applications where high-temperature flexibility is critical, such as avionics near engine bays. Acrylic is rarely used in aerospace due to its moderate performance envelope.
Medical Devices
Medical electronics must meet stringent biocompatibility and reliability requirements. Urethane and silicone formulations are available with medical device certifications (USP Class VI, ISO 10993). Silicone is preferred for implantable devices due to its biocompatibility and flexibility. Urethane is used for diagnostic equipment and patient monitoring systems where chemical resistance to cleaning agents is required.
Outdoor and Harsh Industrial Environments
For outdoor telecommunications equipment, solar inverters, industrial sensors, and subsea electronics, moisture resistance and chemical durability are paramount. Urethane provides the best long-term protection against moisture ingress, UV degradation, and chemical exposure. Silicone is also suitable for outdoor applications requiring high-temperature stability and flexibility, but its lower abrasion resistance may be a concern in mechanically stressful environments.
The following table summarizes coating recommendations by application type:
| Application Type | Primary Recommendation | Alternative | Key Selection Factors |
|---|---|---|---|
| Consumer electronics | Acrylic | Urethane (high-reliability) | Cost, reworkability, moderate protection |
| LED lighting boards | Acrylic | Silicone (high-temperature) | Optical clarity, reworkability |
| Automotive in-cabin | Acrylic / Urethane | — | Moderate temperature, cost sensitivity |
| Automotive under-hood | Silicone | — | High temperature (>125°C), oil/fuel resistance |
| Aerospace / Military | Urethane | Silicone (high-temp zones) | Long-term reliability, chemical/abrasion resistance |
| Medical devices | Silicone / Urethane | — | Biocompatibility, chemical resistance to cleaners |
| Outdoor telecom | Urethane | Silicone | Moisture/UV resistance, long service life |
| Industrial sensors (high-temp) | Silicone | Urethane | Temperature >125°C, flexibility |
| Prototypes / Development | Acrylic | — | Easy rework, low cost |
This selection framework provides a starting point, but always consult coating manufacturer datasheets and conduct qualification testing under your specific operating conditions before final selection.
7. Manufacturing Considerations: Application Methods and Curing
Coating selection also impacts manufacturing process choices. Each chemistry has preferred application methods and curing requirements that affect production throughput, equipment investment, and quality control.
Application Methods
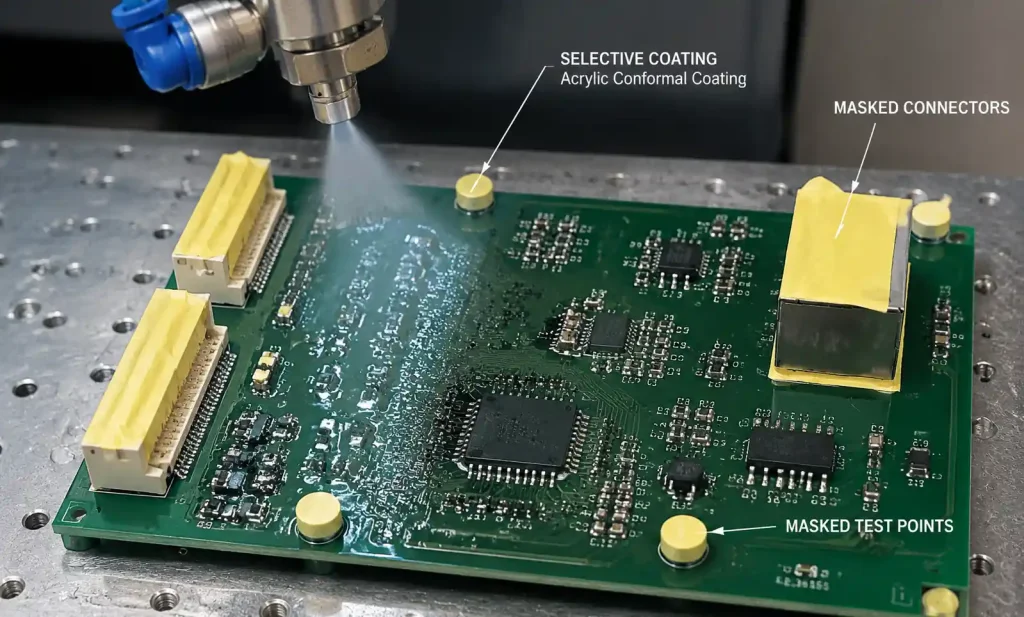
All three coatings can be applied by selective spray, dip coating, or brush application. However, each method has trade-offs. Selective spray coating is the most common for medium-to-high volume production, providing precise control over coating area while masking sensitive connectors and test points. Automated spray systems use robotic dispensers programmed with coating patterns.
Dip coating offers the fastest throughput and most uniform coverage but requires masking of all areas that must remain uncoated, increasing pre-processing labor. Brush application is limited to low-volume production, rework, or touch-up due to its manual nature and thickness variability.
Acrylic’s low viscosity and fast cure make it well-suited for spray application with minimal equipment setup. Silicone’s higher viscosity may require heated spray equipment or dilution. Urethane’s pot life (for two-component systems) must be managed to prevent premature curing in spray equipment.
Curing Requirements
Acrylic coatings cure primarily through solvent evaporation and can be handled within 30–60 minutes at room temperature. Thermal cure at 60–80°C for 15–30 minutes accelerates the process for high-volume production. No special curing equipment is required beyond basic convection ovens.
Silicone coatings cure through moisture absorption (single-component) or chemical reaction (two-component). Room temperature cure takes 24–48 hours to reach full mechanical properties, which can slow production throughput. Heat cure at 80–100°C reduces cure time to 2–4 hours but requires oven capacity. Some silicone formulations use UV or platinum-catalyzed cure for faster processing.
Urethane coatings cure through moisture absorption or chemical reaction depending on formulation type. Single-component moisture-cure urethanes require 4–8 hours at room temperature or 1–2 hours at 60–80°C. Two-component urethanes cure faster, typically 2–4 hours at room temperature, but require mixing equipment and pot life management.
Quality Control and Inspection
After coating application, visual inspection verifies uniform coverage, appropriate thickness, and absence of defects such as bubbles, voids, or excessive buildup. Acrylic’s transparency simplifies inspection of underlying components and solder joints. Silicone and urethane are also available in transparent formulations, though some urethanes may have a slight amber tint.
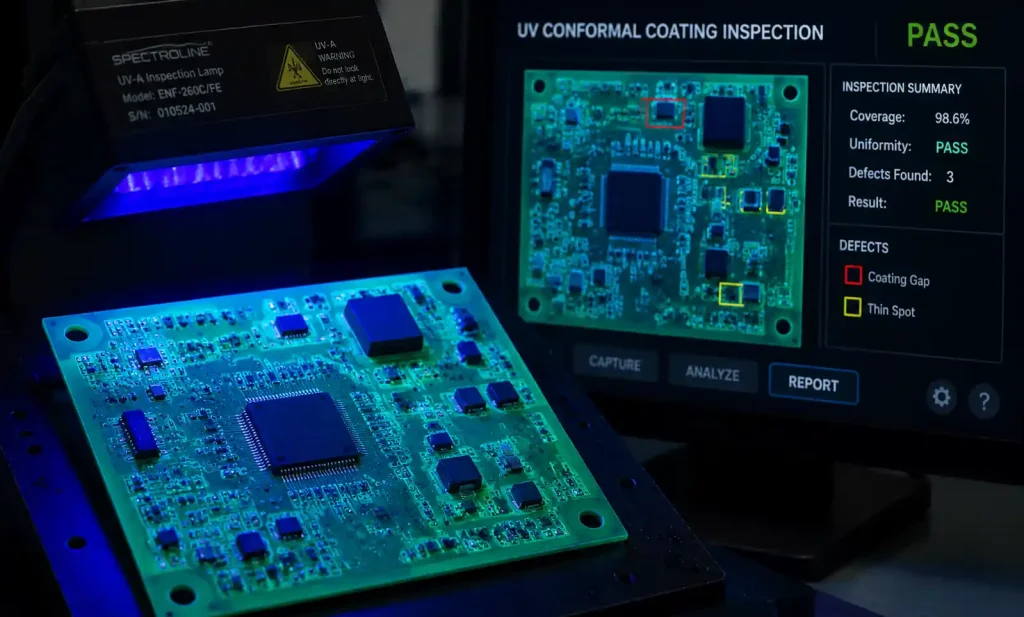
For critical applications, coating thickness measurement using non-destructive methods (eddy current, ultrasonic) ensures compliance with specifications. UV-fluorescent coating formulations enable easy inspection under UV light, revealing coverage gaps and thickness variations.
8. FAQ
What is the difference between Type AR, SR, and UR coatings in IPC-CC-830C?
IPC-CC-830C defines conformal coating types by their base chemistry. Type AR (acrylic) coatings are single-component polymers cured by solvent evaporation. Type SR (silicone) coatings are flexible siloxane-based polymers cured by moisture or heat. Type UR (urethane/polyurethane) coatings are rigid to semi-flexible polymers cured by moisture or chemical reaction. Each type has specific performance requirements for dielectric strength, insulation resistance, thermal shock, and humidity resistance defined in the standard.
Can I use acrylic coating for automotive under-hood applications?
Acrylic is generally not recommended for automotive under-hood applications due to its maximum service temperature of 125°C and moderate chemical resistance. Under-hood environments routinely exceed 125°C near engine components and expose PCBs to oil, fuel, coolant, and brake fluid. Silicone conformal coating is the preferred choice for under-hood electronics due to its 200°C temperature rating and excellent resistance to automotive fluids.
How do I remove silicone conformal coating for rework?
Silicone coating removal is primarily mechanical. Use a sharp blade or spatula to carefully cut and peel the coating away from the rework area. For localized removal, micro-abrasive blasting with fine media (aluminum oxide or glass bead) can be effective. Some specialized chemical strippers exist for silicone, but they are aggressive and require careful handling. Always work under magnification to avoid component damage, and consider redesigning the board layout to minimize rework needs if silicone coating is required.
What coating thickness should I specify for optimal protection?
Typical coating thickness ranges are 25–75 microns for acrylic and urethane, and 50–150 microns for silicone. IPC-A-610 Class 2 requires minimum 30 microns coverage on all surfaces. For high-reliability applications (Class 3), minimum thickness increases to 50 microns. Excessively thick coatings (>150 microns) can cause stress on components during thermal cycling, interfere with connector insertion, or trap solvents leading to outgassing issues. Always verify coating thickness with your manufacturer’s capabilities and your specific application requirements.
Does conformal coating affect thermal dissipation from power components?
Yes, conformal coating adds a thin insulating layer that slightly reduces thermal transfer from components to the surrounding air. However, the impact is minimal for typical coating thickness (25–75 microns) and most coating materials have thermal conductivity around 0.2–0.4 W/m·K. For high-power components requiring aggressive cooling, maintain uncoated areas on heatsink attachment surfaces, or use thermally conductive coatings specifically formulated for power electronics. Always perform thermal testing after coating application to validate that component junction temperatures remain within specification.
Can I mix different coating types on the same PCB?
Mixing coating types on a single PCB is generally not recommended due to compatibility concerns, adhesion issues at the interface, and process complexity. However, in some cases, different coatings may be applied to different circuit sections if isolated by physical separation or masking. For example, a high-power section might use thermally conductive coating while logic circuitry uses standard acrylic. Always test adhesion and performance when mixing coatings, and consult coating manufacturers for compatibility data.
How does conformal coating selection affect PCB design and layout?
Coating selection should be considered during PCB design to optimize manufacturability and rework access. For silicone or urethane coatings with poor reworkability, minimize the number of components requiring potential replacement and provide test points outside coated areas. For all coatings, maintain adequate spacing around connectors, switches, and adjustment potentiometers to facilitate masking. Avoid coating under high-power components unless using thermally conductive formulations. Document coating requirements including masked areas and thickness specifications in fabrication drawings.
What environmental testing should I perform after coating application?
Qualification testing should validate coating performance under your specific operating conditions. Standard tests include humidity resistance per IPC-TM-650 Method 2.6.3.3 (85°C/85% RH for 500–1000 hours), thermal cycling per JESD22-A104 (-40°C to +125°C), salt spray per ASTM B117 for marine applications, and chemical resistance testing using relevant exposure agents. Electrical testing should verify insulation resistance (>10^9 ohms minimum) and dielectric strength. Always test coated assemblies, not just coating coupons, to capture real-world performance.
9. Conclusion and Selection Framework
Picking a conformal coating—acrylic, silicone, or urethane—comes down to your environment, service needs, and budget. Acrylic is cheap and easy to rework, so it’s the go‑to for consumer gear and prototyping. Silicone handles heat best—use it if you’re above 125 °C (automotive under‑hood, aerospace). Urethane takes the prize for chemical and abrasion resistance—ideal for industrial, military, or outdoor gear that needs to last.
Quick decision process:
- Temperature first – over 125 °C? → silicone.
- Chemicals or abrasion? → urethane.
- Rework often? → acrylic.
- Then look at cost and production speed.
Still unsure? Talk to your coating supplier or board house—they can run trials and environmental tests to prove performance before you commit to volume.
Bottom line: understanding the trade‑offs lets you balance reliability, manufacturability, and total cost across the product life.