Best PCB Conformal Coating for Outdoor Electronics
Outdoor electronics face harsh environmental challenges that can quickly degrade unprotected printed circuit boards. Moisture ingress, temperature cycling, UV exposure, and chemical contamination are constant threats to PCB reliability in field-deployed equipment. Conformal coating provides a critical protective barrier, but selecting the right coating chemistry and application method requires understanding the trade-offs between protection level, reworkability, thermal performance, and cost.
This guide walks through the technical decision framework for choosing conformal coatings for outdoor PCB applications. We’ll cover coating chemistry comparison, environmental protection ratings, application methods, design considerations for coated assemblies, and common failure modes to avoid.
Table of Contents
- Why Conformal Coating Matters for Outdoor PCB Reliability
- Conformal Coating Types: Chemistry and Performance Trade-offs
- Environmental Protection Standards and Testing Requirements
- Design Considerations for Conformal Coated PCBs
- Application Methods and Process Control
- Common Coating Failures and How to Prevent Them
- FAQ
- Conclusion: Choosing the Right Coating for Your Outdoor Application
1. Why Conformal Coating Matters for Outdoor PCB Reliability
Outdoor electronics operate in environments where multiple stress factors combine to accelerate PCB degradation. Unlike climate-controlled indoor equipment, field-deployed PCBs experience daily temperature swings that can exceed 40°C, relative humidity that fluctuates from desert-dry to near-saturation conditions, and direct exposure to UV radiation, dust, and corrosive pollutants.
Without conformal coating protection, these environmental stresses cause several failure mechanisms. Moisture absorption into PCB substrates reduces insulation resistance and can lead to electrochemical migration between conductors, especially in the presence of ionic contamination. Temperature cycling causes differential expansion between copper traces and substrate materials, creating microcracks at solder joints and via barrels. UV exposure degrades solder mask and can cause discoloration and embrittlement of polymer materials.
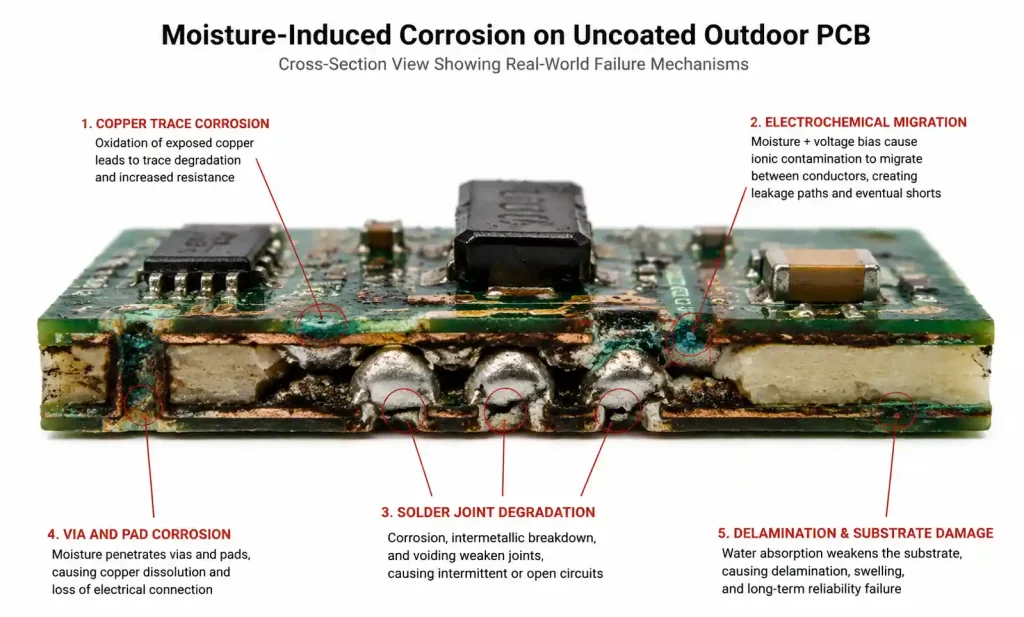
Conformal coating addresses these threats by creating a thin protective layer (typically 25–125 microns) that acts as a moisture barrier, enhances dielectric strength, provides mechanical support to components and solder joints, and blocks UV penetration. For outdoor applications in industrial control systems, automotive electronics, outdoor lighting, telecommunications infrastructure, and solar inverters, conformal coating is often mandatory to meet reliability targets and IP (Ingress Protection) ratings.
The key engineering decision is not whether to apply conformal coating for outdoor use, but which coating chemistry and thickness will provide adequate protection while meeting constraints on thermal dissipation, rework requirements, application cost, and compatibility with your assembly process.
2. Conformal Coating Types: Chemistry and Performance Trade-offs
Five primary coating chemistries are used in PCB protection, each with distinct advantages and limitations. Your selection must balance environmental protection requirements against operational temperature range, rework needs, and application method compatibility.
| Coating Type | Temperature Range | Moisture Resistance | Chemical Resistance | Reworkability | Typical Thickness | Primary Outdoor Use Cases |
|---|---|---|---|---|---|---|
| Acrylic (AR) | -40°C to +125°C | Good | Fair | Excellent (solvent removal) | 25–75 µm | Consumer outdoor devices, LED lighting, mild industrial |
| Silicone (SR) | -55°C to +200°C | Excellent | Fair | Poor (no solvent removal) | 50–125 µm | High-temperature outdoor equipment, automotive under-hood |
| Polyurethane (UR) | -40°C to +120°C | Excellent | Excellent | Poor (requires grinding) | 25–75 µm | Harsh chemical environments, industrial control, marine |
| Epoxy (ER) | -40°C to +150°C | Excellent | Excellent | None (permanent) | 50–200 µm | Permanent protection, high-reliability outdoor systems |
| Parylene (XY) | -200°C to +200°C | Excellent | Excellent | None (requires plasma etching) | 5–50 µm | Medical implantables, aerospace, ultra-reliable outdoor sensors |
Acrylic coatings offer the best balance for most outdoor applications where occasional field rework is anticipated. They cure rapidly, provide good moisture barrier properties, and can be removed with solvents for component replacement. However, acrylic coatings have limited chemical resistance and should not be used where the PCB will be exposed to fuels, solvents, or aggressive cleaning agents.
Silicone coatings excel in high-temperature outdoor environments and provide superior moisture repellency due to their hydrophobic surface. They remain flexible across extreme temperature ranges, making them ideal for automotive applications where underhood temperatures can exceed 150°C. The primary drawback is poor reworkability—silicone must be mechanically scraped off, which risks damage to adjacent components.
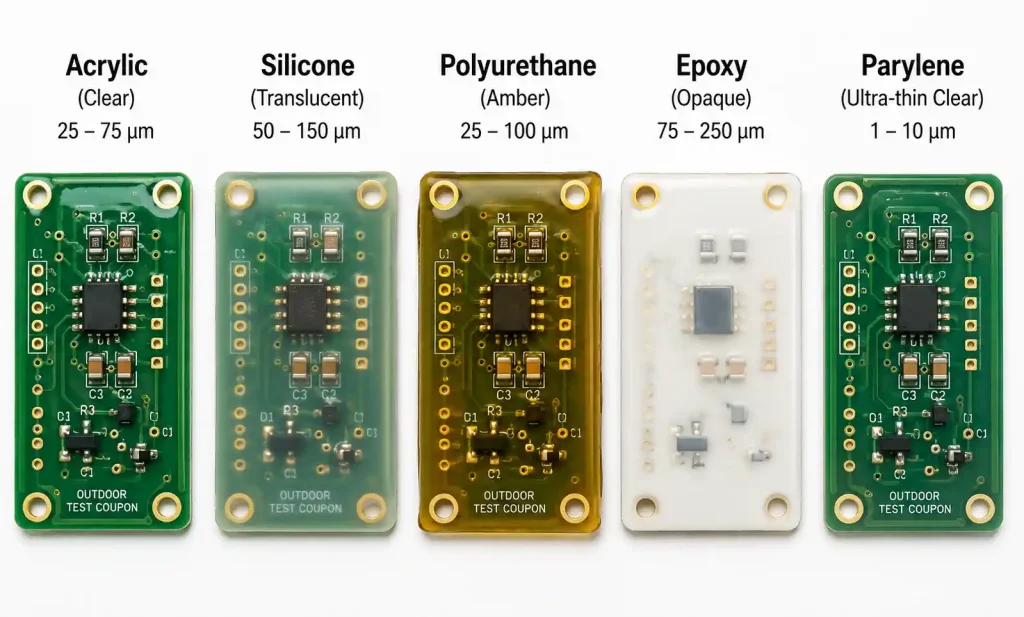
Polyurethane coatings deliver the best chemical resistance and are specified for outdoor industrial equipment exposed to oil, fuel, hydraulic fluid, or corrosive atmospheres. They form a tough, abrasion-resistant layer that protects against physical damage during installation and service. The trade-off is difficult rework requiring grinding or aggressive solvents that may damage the PCB substrate.
Epoxy coatings are used when permanent protection is required and field rework is not expected. They provide excellent environmental barrier properties and high dielectric strength, but once cured, component replacement is nearly impossible without destroying the assembly. For outdoor applications, two-part epoxy systems should be specified to ensure complete cure even in humid conditions.
Parylene is deposited as a conformal film through chemical vapor deposition (CVD), creating a pinhole-free barrier that conforms perfectly to component topography. It provides unmatched environmental protection in a very thin layer, preserving thermal dissipation and minimizing weight addition. However, parylene requires specialized coating equipment and is the most expensive option, typically reserved for high-reliability outdoor sensors and aerospace applications.
3. Environmental Protection Standards and Testing Requirements
For outdoor electronics, conformal coating selection must be guided by specific environmental protection requirements, typically defined by IP ratings, IPC standards, and industry-specific qualification tests.
The IPC-HDBK-830 Guidelines for Design, Selection and Application of Conformal Coatings provides the foundational reference for coating selection. This handbook defines coating classification codes (AR, SR, UR, ER, XY) and specifies minimum performance requirements for insulation resistance, dielectric withstanding voltage, moisture and fungus resistance, thermal shock, and flammability.
| Protection Level | IP Rating | Environmental Conditions | Coating Requirements | Typical Applications |
|---|---|---|---|---|
| Basic outdoor protection | IP54 | Dust ingress protection, splash water resistant | Single-layer acrylic or polyurethane, 50–75 µm | Outdoor LED drivers, basic industrial sensors |
| Enhanced outdoor protection | IP65 | Dust-tight, water jet resistant | Two-layer coating or thick single layer (75–125 µm) | Outdoor telecom equipment, industrial automation |
| Marine/harsh environment | IP67 | Dust-tight, temporary immersion to 1m | Polyurethane or epoxy, 100–150 µm, with edge sealing | Marine electronics, outdoor HVAC controls, solar inverters |
| Continuous immersion | IP68 | Dust-tight, continuous immersion | Epoxy or parylene, with potting compound at connectors | Submersible sensors, underground infrastructure monitoring |
For automotive outdoor applications, coatings must meet additional requirements defined in AEC-Q200 for passive components and OEM-specific environmental test specifications. These typically include salt spray testing (per ASTM B117 or ISO 9227) for 500–1000 hours, thermal shock cycling from -40°C to +125°C for 500+ cycles, and high-temperature/high-humidity testing at 85°C/85%RH for 1000+ hours.

When specifying conformal coating for outdoor use, insulation resistance maintenance under humidity is the most critical parameter. IPC-CC-830 requires a minimum insulation resistance of 1×10^8 ohms after humidity conditioning, but for high-voltage outdoor systems (above 100VDC), target values should be 1×10^10 ohms or higher to prevent leakage current and electrochemical migration.
Dielectric withstanding voltage (DWV) testing verifies that the coating can prevent arcing between conductors at elevated voltages. For outdoor electronics operating at mains voltage (120–240VAC), the coating system must withstand 1000VAC or 1500VDC test voltage for one minute without breakdown. Higher voltages may be required for solar inverters and EV charging systems.
UV resistance is often overlooked but critical for outdoor applications with direct sunlight exposure. While IPC-HDBK-830 does not mandate UV testing, many outdoor equipment manufacturers specify 2000+ hours of accelerated UV exposure per ASTM G154 or ISO 4892, verifying that the coating does not yellow, crack, or degrade in optical clarity.
4. Design Considerations for Conformal Coated PCBs
Successful conformal coating application begins with PCB design decisions that accommodate the coating process and prevent common application defects. Several design rules must be followed to ensure uniform coating coverage and avoid trapped air, shadowing, and adhesion failures.
Component keep-out zones must be clearly defined. Connectors, test points, adjustment potentiometers, switches, and heat sinks typically require masking to remain uncoated. Document these keep-out areas on the assembly drawing and consider adding silkscreen or solder mask indicators to guide coating operators. For automated selective coating systems, keep-out zones should be defined as rectangular or circular areas to simplify programming.
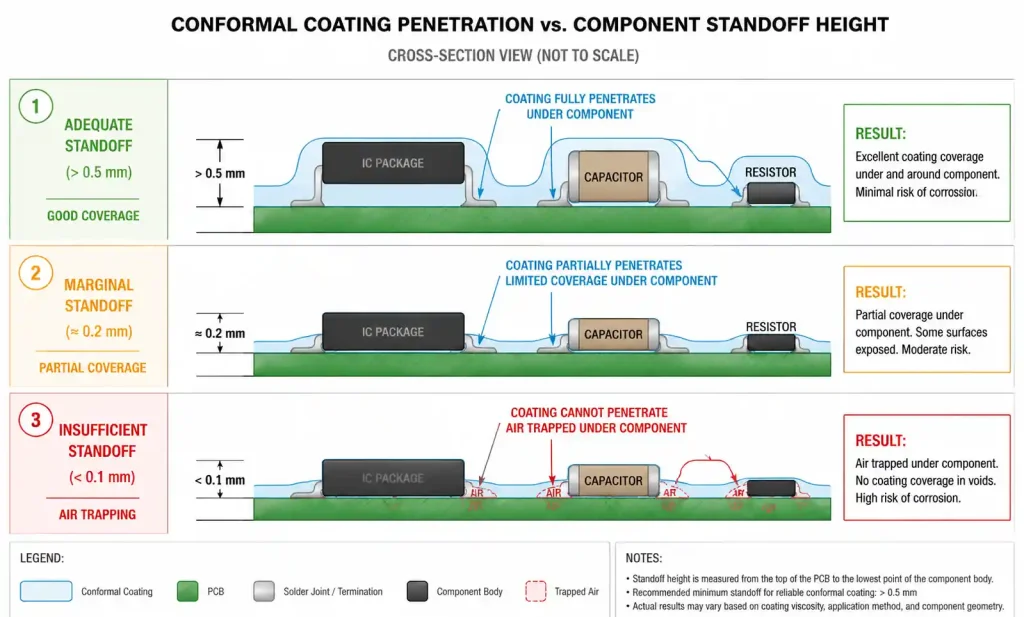
Component spacing affects coating penetration under low-profile parts. For spray and dip coating applications, maintain a minimum 0.5mm clearance between component bodies and the PCB surface to allow coating material to flow underneath. Surface-mount components with standoff heights below 0.2mm may trap air or create shadowing effects that leave uncoated areas vulnerable to moisture ingress.
Via treatment requires careful consideration in conformal coated designs. Open vias can trap coating material and create stress concentration points during temperature cycling. For outdoor applications, specify via tenting with solder mask or via plugging with epoxy during fabrication. If vias must remain open for thermal relief or component placement, orient the board during coating to minimize material accumulation in via barrels.
Thermal dissipation changes after conformal coating application. Most coating materials have thermal conductivity 50–100 times lower than copper or aluminum, creating an insulating layer over heat-generating components. For power semiconductors, LED drivers, and voltage regulators in outdoor equipment, calculate the thermal resistance increase and verify that junction temperatures remain within specification. In some cases, heat sinks or thermal interface materials must be added before coating, or the component must be masked and left uncoated.
Edge treatment is critical for IP-rated outdoor assemblies. Standard conformal coating provides excellent surface protection but may not seal PCB edges where moisture can wick into the substrate through exposed fiberglass. For IP65 and higher ratings, specify edge sealing with a thixotropic coating material or secondary seal with silicone gasket compound at the board perimeter.
The following design checklist should be reviewed before finalizing PCB layout for conformal coated outdoor assemblies:
| Design Element | Requirement | Reason |
|---|---|---|
| Component standoff height | ≥0.2mm for SMT, ≥0.5mm preferred | Ensures coating penetration under components |
| Via treatment | Tented or plugged for IP-rated designs | Prevents coating material trapping and moisture wicking |
| Test point location | Grouped in accessible area with clear keep-out boundary | Facilitates selective coating or masking |
| Connector placement | Edge-mounted with extended keepout zone (5mm minimum) | Prevents coating creep into mating surfaces |
| Thermal pad exposure | Exposed copper area for heat sink attachment before coating | Maintains thermal performance after coating |
| Clearance to mounting holes | 3mm minimum from pad edge to hole | Prevents coating stress cracking at mechanical interfaces |
| Board edge bevel | 45° chamfer, 0.5mm | Improves edge coating coverage |
5. Application Methods and Process Control
Conformal coating can be applied through several methods, each with distinct advantages in coverage uniformity, material waste, and process throughput. For outdoor electronics production, the application method significantly affects coating reliability and rework rates.
Spray coating (manual or automated) is the most common application method for moderate-volume production. Atomized coating material is sprayed onto the PCB in multiple thin passes, building up to the target thickness. Manual spray guns provide flexibility for complex assemblies but require skilled operators to maintain consistent thickness. Automated spray systems using XYZ gantries or robotic arms deliver repeatable coating patterns with programmable keep-out zones, making them suitable for outdoor electronics with defined masking requirements.
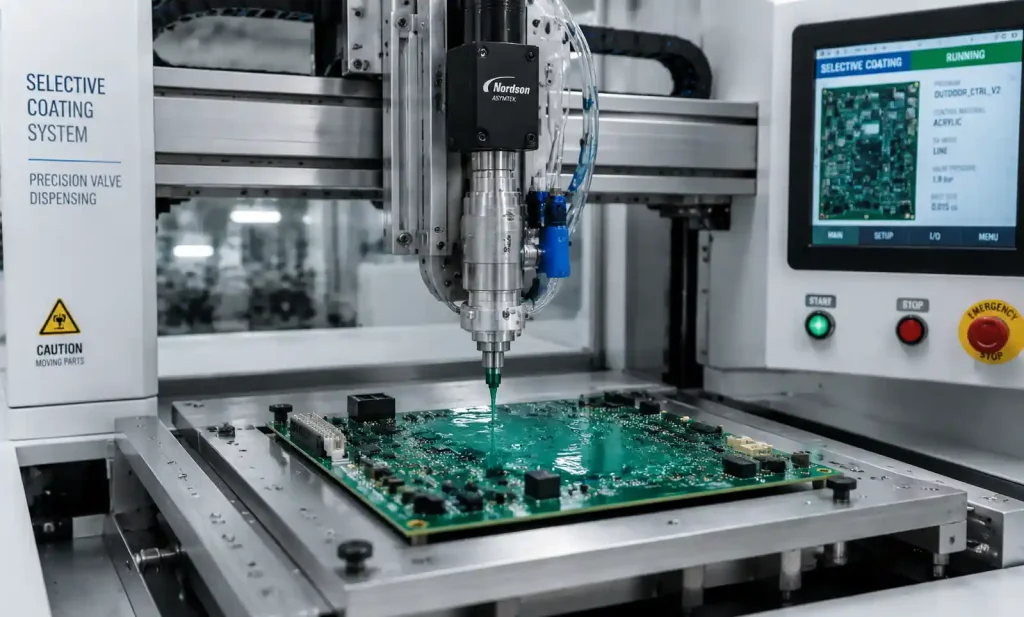
Selective coating systems use precision dispense valves to apply coating material only to specified areas, eliminating the need for masking. This method is ideal for outdoor assemblies with numerous connectors, test points, and adjustment controls that must remain uncoated. Selective coating provides excellent material utilization but requires programming time for each board design and has lower throughput than spray or dip methods.
Dip coating achieves excellent coverage under components and uniform thickness across the entire assembly. The PCB is immersed in liquid coating material, withdrawn at a controlled rate, and allowed to cure. This method is cost-effective for simple boards without masking requirements but is incompatible with assemblies containing connectors, batteries, or other components that cannot be submerged.
Brush coating is used for rework, repair, and small-batch production. It provides precise material placement but results in uneven thickness and may leave brush marks that compromise surface insulation. For outdoor applications requiring repeatable protection levels, brush coating should be limited to localized repairs.
Process control parameters directly affect coating reliability. For spray and selective coating, track and control viscosity (measured by flow cup), application pressure, nozzle distance, and pass speed. Most acrylic and polyurethane coatings require viscosity adjustment with manufacturer-approved thinners to achieve 20–30 seconds flow time (Ford Cup #4). Silicone coatings are typically used as-supplied without thinning.
| Application Method | Typical Thickness Control | Coverage Uniformity | Throughput | Best Outdoor Applications |
|---|---|---|---|---|
| Manual spray | ±20 µm | Fair (operator-dependent) | 50–100 boards/hour | Prototype and low-volume outdoor systems |
| Automated spray | ±10 µm | Good | 150–300 boards/hour | Mid-volume industrial outdoor equipment |
| Selective coating | ±5 µm | Excellent (coated areas only) | 40–120 boards/hour | Complex assemblies with extensive masking needs |
| Dip coating | ±5 µm | Excellent (full board) | 200–400 boards/hour | Simple outdoor sensors, lighting controllers |
Coating thickness verification should be performed on every production lot using non-destructive methods. Wet film thickness gauges measure coating during application, while cured film thickness is verified using magnetic induction gauges (for coatings over steel substrates) or eddy current gauges (for coatings over copper). For critical outdoor applications, cross-section microscopy provides definitive thickness measurement and reveals coating adhesion quality and void content.
6. Common Coating Failures and How to Prevent Them
Even with proper coating selection and application, several failure modes can compromise outdoor PCB reliability. Understanding these failure mechanisms allows design and process adjustments to prevent field returns.
Delamination and adhesion loss occur when coating separates from the PCB surface, creating pockets where moisture can accumulate. This failure is most common when boards are contaminated with flux residue, oils, or mold release agents before coating. For outdoor electronics, specify a cleaning process using isopropyl alcohol, aqueous detergent, or vapor degreasing before coating application. IPC-CH-65 provides cleaning guidelines to achieve the required cleanliness level.
Coating thickness variation creates areas of inadequate protection, particularly around component edges and in shadowed regions. This failure mode is most prevalent with manual spray application where operator technique variability affects coverage. Implement process monitoring with witness coupons placed alongside production boards, measuring coating thickness at defined locations to verify uniformity.
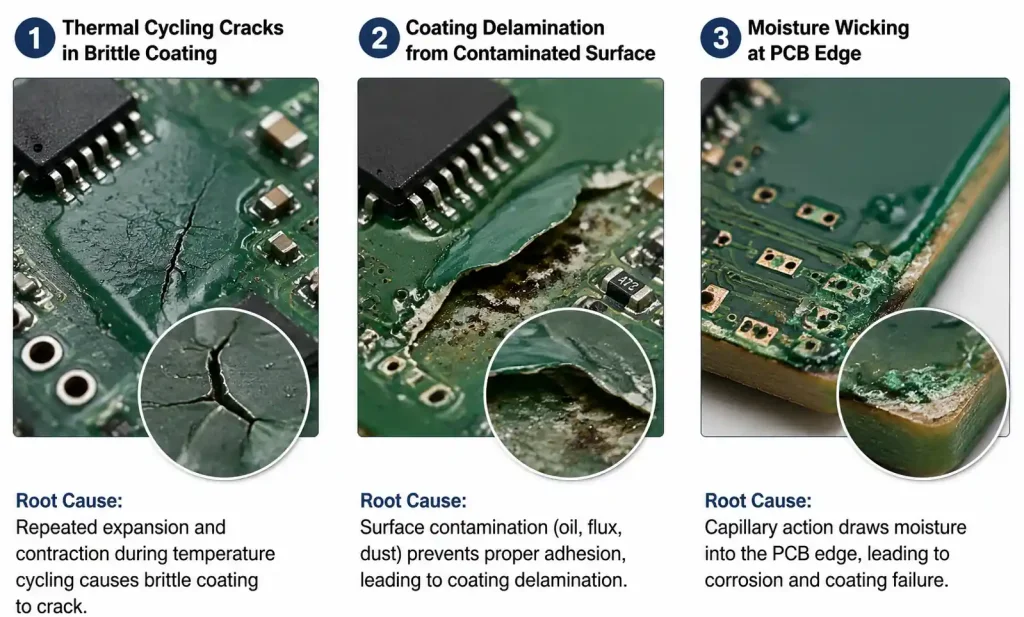
Cracking and crazing develop when coating material experiences thermal cycling stress exceeding its elongation capability. Brittle coatings like epoxy and some acrylics are most susceptible, especially when applied over components with coefficient of thermal expansion (CTE) mismatch. For outdoor applications with wide temperature swings, specify flexible coating formulations and limit coating thickness over large surface-mount components like capacitors and inductors.
Edge wicking occurs when moisture penetrates the PCB substrate through exposed fiberglass at board edges, traveling beneath the conformal coating to reach conductors. This failure is particularly problematic in routed PCBs where the cutting process exposes raw substrate. Prevent edge wicking by applying thicker coating at board perimeters (125+ µm) or sealing edges with moisture-resistant edge coating or silicone seal.
Trapped solvents cause blistering and outgassing defects when coating is applied too thickly or cured before solvent evaporation is complete. Acrylic and polyurethane coatings are most vulnerable, particularly in humid environments where solvent evaporation slows. Follow manufacturer-recommended flash-off time between coating passes (typically 5–15 minutes for acrylic, 15–30 minutes for polyurethane) and ensure adequate ventilation during cure.
Electrochemical migration (ECM) and dendritic growth can occur even with conformal coating if ionic contamination is present on the PCB surface before coating application. In outdoor applications with high voltage and high humidity, contamination beneath the coating creates conductive paths between adjacent traces. Implement ionic cleanliness testing per IPC-TM-650 method 2.3.25, targeting sodium chloride equivalent contamination below 1.56 µg/cm² for high-reliability outdoor systems.
7. FAQ
What thickness of conformal coating is required for outdoor electronics?
For basic outdoor protection (IP54), 50–75 µm is sufficient. Harsh outdoor environments requiring IP65 or higher typically need 75–125 µm thickness. The key is achieving uniform coverage—a thin but consistent coating provides better protection than thick coating with voids or thin spots. Measure thickness in multiple locations and verify minimum thickness meets your specification, not just the average value.
Can conformal coating replace potting compound for outdoor PCB protection?
Conformal coating and potting serve different protection functions. Conformal coating provides a thin moisture and contamination barrier while maintaining reworkability and thermal dissipation. Potting encapsulates the entire assembly in thick epoxy or polyurethane compound, providing maximum environmental protection, vibration resistance, and tamper resistance but making repair impossible. For most outdoor electronics, conformal coating is sufficient; potting is reserved for submersible applications, high-vibration environments, or when IP68 protection is required.
Which conformal coating is best for high-temperature outdoor applications?
Silicone (SR) coatings offer the widest temperature range, operating reliably from -55°C to +200°C. They’re specified for automotive under-hood electronics, industrial motor drives, and outdoor lighting where component temperatures exceed 125°C. If reworkability is important, consider high-temperature acrylic formulations rated to +125°C. For permanent protection above 150°C, epoxy coatings provide better long-term stability than acrylic.
How do I specify keep-out areas for conformal coating?
Document keep-out zones on the PCB assembly drawing with clear dimensions. Use silkscreen markings or solder mask windows to indicate areas requiring masking. For automated selective coating, provide keep-out coordinates in Gerber or CAD format. Common keep-out areas include: connector contact areas (5mm clearance recommended), test points, programming headers, adjustment potentiometers, DIP switches, LCD displays, and any heat sinks or thermal interface surfaces.
Does conformal coating affect RF or high-frequency circuit performance?
Yes, conformal coating changes the dielectric environment around RF traces and antennas, shifting impedance and resonant frequency. For outdoor electronics with RF circuitry (wireless sensors, GPS modules, cellular modems), coat a test board and verify performance across the operating frequency range before production. Acrylic and parylene have the lowest dielectric constant (around 2.5–3.2) and are preferred for RF applications. Avoid silicone coatings (Dk ≈ 3.5–4.5) on impedance-controlled traces.
What cleaning process is required before conformal coating application?
For outdoor electronics requiring high reliability, a cleaning process is mandatory. Acceptable methods include isopropyl alcohol (IPA) spray or wipe, aqueous cleaning with de-ionized water rinse, or vapor degreasing for assemblies with heavy flux residue. After cleaning, verify ionic cleanliness using resistivity of solvent extract (ROSE) testing, targeting <1.56 µg/cm² sodium chloride equivalent. Boards must be completely dry before coating application—moisture trapped under coating causes adhesion failure and blistering.
How do I rework a conformal coated PCB in the field?
Rework method depends on coating chemistry. Acrylic coatings can be removed with isopropyl alcohol, acetone, or dedicated coating strippers—apply solvent, wait 5–10 minutes for softening, then wipe or brush away. Polyurethane requires stronger solvents or mechanical abrasion. Silicone must be scraped off mechanically using a blade or abrasive tool. After component replacement, clean the area, reapply coating using a brush or syringe, and cure per manufacturer instructions. Always use the same coating chemistry for rework to ensure compatibility.
What standards should outdoor conformal coating comply with?
Key standards include IPC-CC-830 (conformal coating materials specification), IPC-HDBK-830 (application guidelines), and IPC-A-610 (acceptability of coated assemblies). Industry-specific requirements include UL 746E (polymeric materials for electrical equipment), MIL-I-46058 (military coating specification), and AEC-Q200 (automotive passive component qualification). For medical outdoor devices, ISO 10993 biocompatibility may be required. Always verify that your coating supplier provides compliance documentation for applicable standards.
8. Conclusion: Choosing the Right Coating for Your Outdoor Application
Selecting the optimal conformal coating for outdoor electronics requires balancing environmental protection requirements against thermal management, rework needs, and production cost. For most outdoor industrial applications where field service is anticipated, acrylic coatings provide the best combination of moisture protection, reworkability, and cost-effectiveness. Apply at 50–75 µm thickness for basic outdoor protection, increasing to 75–100 µm for IP65-rated equipment.
High-temperature outdoor environments—automotive under-hood electronics, outdoor lighting with elevated LED driver temperatures, industrial motor controls—demand silicone coatings for reliable operation above 125°C. Accept the trade-off in rework difficulty for the extended temperature capability and superior moisture repellency.
When your outdoor application involves chemical exposure from fuels, hydraulic fluids, or corrosive atmospheres, specify polyurethane coating for maximum chemical resistance. For permanent installation where field rework is not expected, epoxy coatings deliver the highest environmental protection and longest service life.

Before committing to production, validate your coating selection through environmental testing that simulates your worst-case outdoor conditions. Thermal cycling from minimum to maximum operating temperature, high-temperature/high-humidity conditioning at 85°C/85%RH, and salt spray exposure provide confidence that your coating system will protect the PCB throughout its service life.
For design review of your outdoor PCB assembly and coating process recommendations, contact our engineering team. We provide free DFM analysis for conformal coated boards, including coating coverage simulation and thermal performance verification.