Automotive PCB Assembly vs Industrial: Key Differences in Manufacturing Standards
If a printed circuit board (PCB) fails on a factory floor, production halts, and you lose money. If a PCB fails in an autonomous vehicle traveling at 70 mph, the consequences are catastrophic, and lives are on the line.
For hardware engineers and procurement managers transitioning from industrial electronics to the automotive sector, this stark difference in risk dictates entirely new manufacturing paradigms. You cannot simply take an industrial-grade board, put it in a car, and expect it to survive. The automotive industry demands absolute reliability under extreme thermal stress, relentless vibration, and zero-defect manufacturing protocols.
In this comprehensive guide, we will break down the critical differences between automotive PCB assembly vs industrial manufacturing. You will learn the financial and technical implications of IATF 16949 certification, why AEC-Q components are non-negotiable, and how to navigate the strict Production Part Approval Process (PPAP) to prevent costly field failures.
Understanding Automotive vs. Industrial PCBA: The Basics
Both automotive and industrial sectors demand high reliability, but their operational environments and failure tolerances differ vastly.
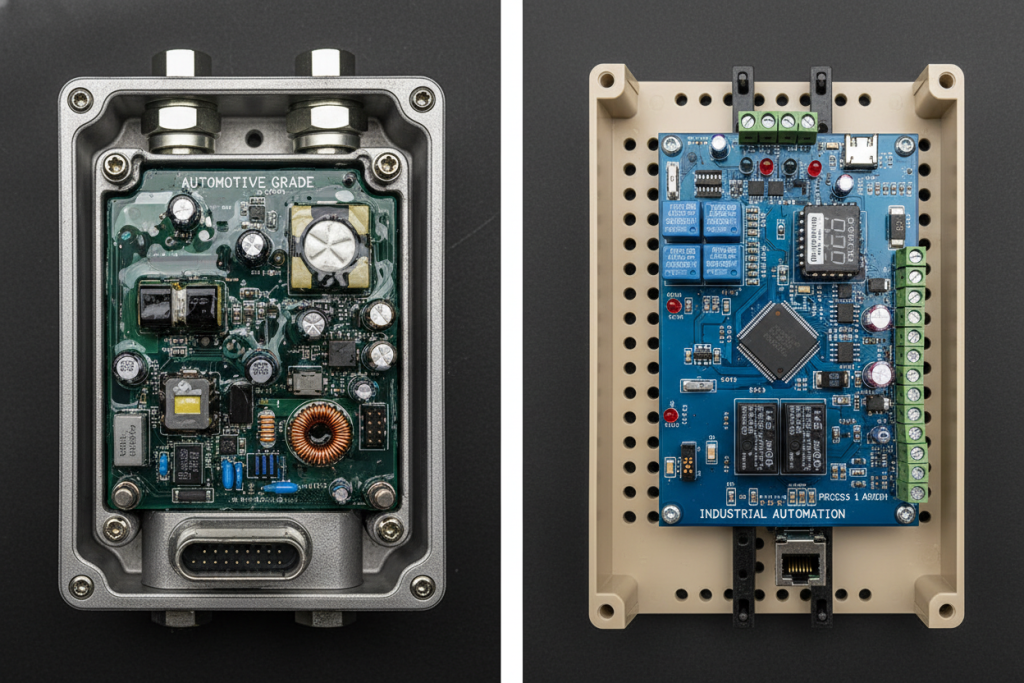
Industrial electronics—such as factory automation controllers or motor drives—often operate in controlled environments or enclosures. While they face dust, humidity, and occasional voltage spikes, they are generally accessible for maintenance. If an industrial board fails, a technician can replace it within hours.
Automotive electronics, however, are subjected to some of the harshest conditions imaginable. A PCB mounted near an engine block must endure wild temperature fluctuations (from -40°C in a freezing winter to +150°C under the hood), constant mechanical vibration, and exposure to corrosive fluids. Furthermore, automotive recalls cost manufacturers billions of dollars and permanently damage brand reputation.
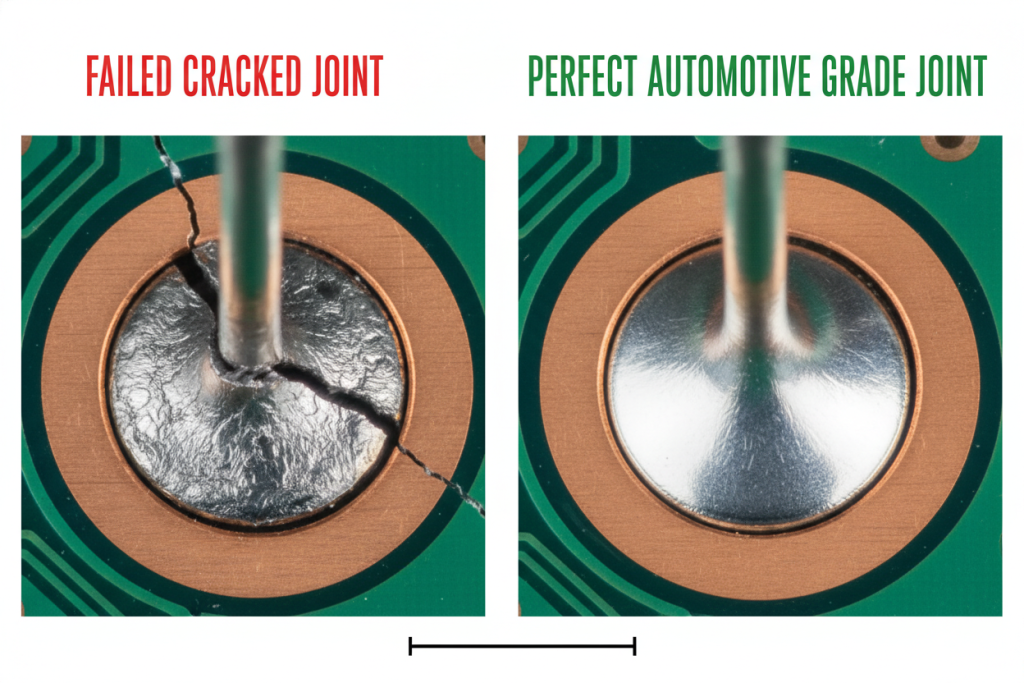
Because of these stakes, partnering with a vendor capable of true automotive-grade PCB Assembly services requires verifying their adherence to a “Zero Defect” mindset. It is not just about assembling parts; it is about guaranteeing that every single solder joint will survive a 15-year vehicle lifespan.
Core Concepts Simplified: Certifications & Mindsets
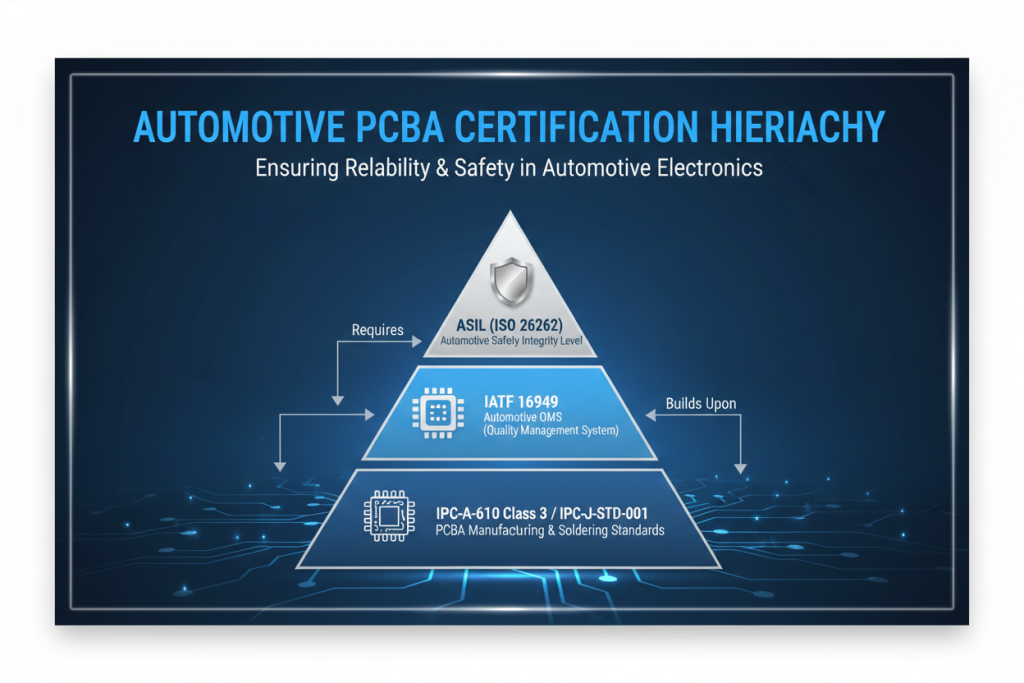
To understand the manufacturing differences, we must first decode the acronyms that dominate the industry. Let’s translate these strict standards into plain English.
ISO 9001 vs. IATF 16949: The Driving License Analogy
Think of ISO 9001 as a standard driver’s license. It proves a manufacturer has a baseline quality management system in place. It is sufficient for most industrial applications, ensuring consistency and basic quality control.
IATF 16949, on the other hand, is the commercial airline pilot’s license. It is a global quality management standard built specifically for the automotive industry. It does not just ask, “Did you build this correctly?” It demands continuous improvement, aggressive defect prevention, and the absolute minimization of variation and waste in the supply chain.
AEC-Q Standards: The Component Stress Test
You cannot use standard, off-the-shelf commercial components in a car. The Automotive Electronics Council (AEC) established strict stress test qualifications:
- AEC-Q100: For active components (microchips, ICs).
- AEC-Q200: For passive components (resistors, capacitors, inductors).
If a standard resistor is a civilian, an AEC-Q200 resistor is a Special Forces soldier, tested to survive extreme thermal shocks and mechanical stress without degrading.
Core Differences Comparison Table
| Feature / Requirement | Industrial PCB Assembly | Automotive PCB Assembly |
|---|---|---|
| Quality System | ISO 9001 | IATF 16949 (Mandatory) |
| Component Grade | Commercial / Industrial (COTS) | AEC-Q100 / AEC-Q200 |
| Defect Tolerance | Low (Acceptable Quality Limit – AQL) | Zero Defect Policy |
| Product Lifecycle | 5 – 10 Years | 15+ Years |
| Traceability | Batch / Lot level | Individual component level (PPAP) |
Step-by-Step Guide: Manufacturing & Testing Differences
Transitioning from industrial to automotive manufacturing involves a massive leap in process control. Here is a deep dive into the specific manufacturing and testing methodologies that separate the two.
Component Selection & Traceability (PPAP)
In standard industrial motherboard PCB assembly, if a reel of capacitors runs out, a manufacturer might swap it for an equivalent part from a different brand to keep the line moving. In automotive manufacturing, this is strictly forbidden.
The Power of PPAP (Production Part Approval Process):
PPAP is essentially a “birth certificate” and a rigorous background check for every part of the assembly. Before mass production begins, the manufacturer must submit extensive documentation (often an 18-element package) proving they can consistently produce parts meeting the exact specifications.
- Supply Chain Transparency: Every AEC-Q component must be traceable back to the exact batch of raw materials used to create it.
- No Unauthorized Changes: If a PCBA vendor wants to change a solder paste brand or a component supplier, they must go through the PPAP re-approval process.
- Cost Implication: This extreme traceability is a primary reason automotive PCBA carries a higher cost multiplier compared to industrial PCBA. You are paying for the data and the guarantee of consistency.
Harsh Environment Durability: Thermal & Vibration
Automotive boards require physical reinforcements that go far beyond standard industrial practices. While analytical instrument PCB assembly requires extreme precision for lab environments, automotive boards require ruggedization for the real world.
- Heavy Copper & Thermal Management: Automotive PCBs often utilize heavy copper (2 oz to 6 oz or more) to dissipate high heat generated by power electronics and engine proximity.
- Conformal Coating & Potting: To protect against moisture, salt spray, and automotive fluids (oil, brake fluid), boards are heavily coated with specialized conformal coatings or entirely encapsulated in potting compounds.
- Advanced Inspection (3D X-Ray & AOI): Visual inspection is not enough. Automotive PCBA relies heavily on Automated Optical Inspection (AOI) for surface defects and 3D X-Ray to inspect hidden solder joints under complex BGA (Ball Grid Array) chips, ensuring 100% structural integrity.
Environmental Specification & Testing Data Table
When selecting a manufacturing partner, verify their testing capabilities against these standard parameters:
| Testing Parameter | Industrial Standard | Automotive Standard (Under-Hood) |
|---|---|---|
| Operating Temperature | -20°C to +85°C | -40°C to +150°C (or higher) |
| Thermal Cycling | ~500 cycles | 1,000 to 2,000+ rapid extreme cycles |
| Vibration Tolerance | Low to Moderate (Machine hum) | High (Continuous engine/road vibration profiles) |
| Inspection Standard | IPC-A-610 Class 2 | IPC-A-610 Class 3 (Strict adherence) |
Expert Tips & Common Pitfalls to Avoid
When sourcing PCBA services for automotive projects, procurement managers and engineers often run into costly traps. Based on insights from hardware engineering communities like EEVblog and Reddit’s r/PrintedCircuitBoard, here are the most critical pitfalls to avoid.
Pitfall 1: Falling for “Fake” Automotive Grade Claims
Many lower-tier manufacturers will claim they can do “automotive grade” simply because they buy AEC-Q components. This is a dangerous trap. Using AEC-Q components on a non-IATF 16949 certified assembly line defeats the purpose. The factory’s handling, soldering profiles, and lack of PPAP traceability will introduce failure points. Always demand to see their active IATF 16949 certificate.
Pitfall 2: Underestimating Thermal Expansion (CTE)
A common engineering oversight is ignoring the Coefficient of Thermal Expansion (CTE) mismatch between the PCB substrate and the components. In an engine bay, temperatures cycle wildly. If the board expands at a different rate than the microchip, the solder joints will eventually shear and break.
- Pro Tip: Work closely with your PCBA vendor to select specific high-Tg (glass transition temperature) laminate materials designed for automotive use.
Pitfall 3: Ignoring the “Zero Defect” Cost Multiplier
Engineers transitioning from industrial to automotive are often shocked by the quotes. Automotive PCBA is significantly more expensive. Do not try to cut costs by skipping X-ray inspections or reducing thermal cycling tests. A $10 saving on manufacturing can lead to a $1,000 per unit recall cost down the line.
Conclusion & Final Thoughts
The gap between industrial and automotive PCB assembly is not just a matter of using better components; it is an entirely different manufacturing philosophy. Industrial PCBA focuses on efficiency and acceptable quality limits, while automotive PCBA is driven by absolute traceability, extreme environmental endurance, and a strict zero-defect mandate.
If you are bringing an automotive electronics product to market, your manufacturing partner must be an extension of your engineering team. They must intimately understand IATF 16949, flawlessly execute PPAP documentation, and possess the in-house testing equipment (like 3D X-Ray and thermal chambers) to validate the board’s survival in harsh environments.
FAQ
Q1: What is the main difference between automotive and industrial PCB assembly?
Automotive PCBA requires IATF 16949 certification, AEC-Q qualified components, and strict PPAP traceability to survive extreme temperatures (-40°C to +150°C) and constant vibration. Industrial PCBA typically operates under ISO 9001 with standard commercial components and accepts higher defect tolerance.
Q2: Why is automotive PCB assembly significantly more expensive?
You pay for AEC-Q grade components, extensive testing (thermal cycling, 3D X-ray, AOI), rigorous PPAP documentation, and a zero-defect manufacturing mandate. A $10 manufacturing shortcut can trigger a $1,000 per unit recall cost.
Q3: Can I use standard industrial components in an automotive design?
Never for production. Standard COTS components lack the thermal shock and vibration testing required for automotive survival. Only AEC-Q100 (active) and AEC-Q200 (passive) qualified components are acceptable under the hood.
Q4: What is PPAP and why does it matter?
PPAP (Production Part Approval Process) is an 18-element documentation package proving your manufacturer can consistently produce to specification. It locks your supply chain—any component or process change requires re-approval, preventing silent swaps that cause field failures.
Q5: How do I verify a manufacturer truly meets automotive standards?
Demand their active IATF 16949 certificate (not just ISO 9001). Verify they use IPC-A-610 Class 3 inspection standards, own 3D X-ray equipment, and can produce full PPAP documentation. Buying AEC-Q parts on a non-certified line is meaningless.
Q6: What happens if I ignore CTE mismatch in automotive PCBs?
The board and components expand at different rates under thermal cycling. This shears solder joints and causes intermittent failures or complete board death. Always specify high-Tg laminate materials matched to your component CTE for engine-bay applications.
Quick Summary Table
| Aspect | Key Takeaway for Decision Makers |
|---|---|
| Certification | Never compromise. IATF 16949 is mandatory; ISO 9001 is not enough. |
| Components | Specify AEC-Q100/200 components to guarantee thermal/vibration survival. |
| Traceability | Enforce PPAP to ensure supply chain transparency and prevent silent component swaps. |
| Testing | Ensure the vendor uses IPC Class 3 standards, AOI, and 3D X-Ray inspection. |
Ready to scale your hardware? Ensure your next manufacturing run is built to survive the real world. Evaluate your current vendors against these automotive standards and prioritize long-term reliability over short-term cost savings.