Rigid Flex PCB Automotive ECU Advantages
Meta Description: Discover why rigid-flex PCB technology is revolutionizing automotive electronic control modules. Learn about reliability improvements, space optimization, and cost benefits backed by industry data.
The automotive industry is undergoing a seismic shift toward electrification and intelligent systems. As electronic control modules (ECMs) become the brains of modern vehicles, the underlying PCB technology must evolve to meet increasingly stringent requirements. Rigid-flex PCB in automotive electronic control modules represents the convergence of reliability, miniaturization, and mechanical flexibility that Tier-1 suppliers and OEMs desperately need.
Analysis of market data reveals that the global automotive PCB market is projected to reach $14.2 billion by 2027, with rigid-flex solutions capturing an increasingly dominant share. This isn’t coincidental—it’s the result of rigorous testing and real-world validation in harsh automotive environments. When engineers face the challenge of packaging complex circuitry into confined spaces while maintaining signal integrity under extreme vibration and temperature fluctuations, traditional rigid PCBs often fall short.
In this comprehensive guide, we’ll explore how flex PCB technology integrated with rigid boards creates a hybrid solution that addresses the automotive industry’s most pressing electronic packaging challenges. Whether you’re a design engineer evaluating ECM architectures or a procurement specialist assessing long-term reliability, this analysis provides actionable insights backed by empirical data.
Quick Answer: What Is Rigid-Flex PCB in Automotive ECMs?
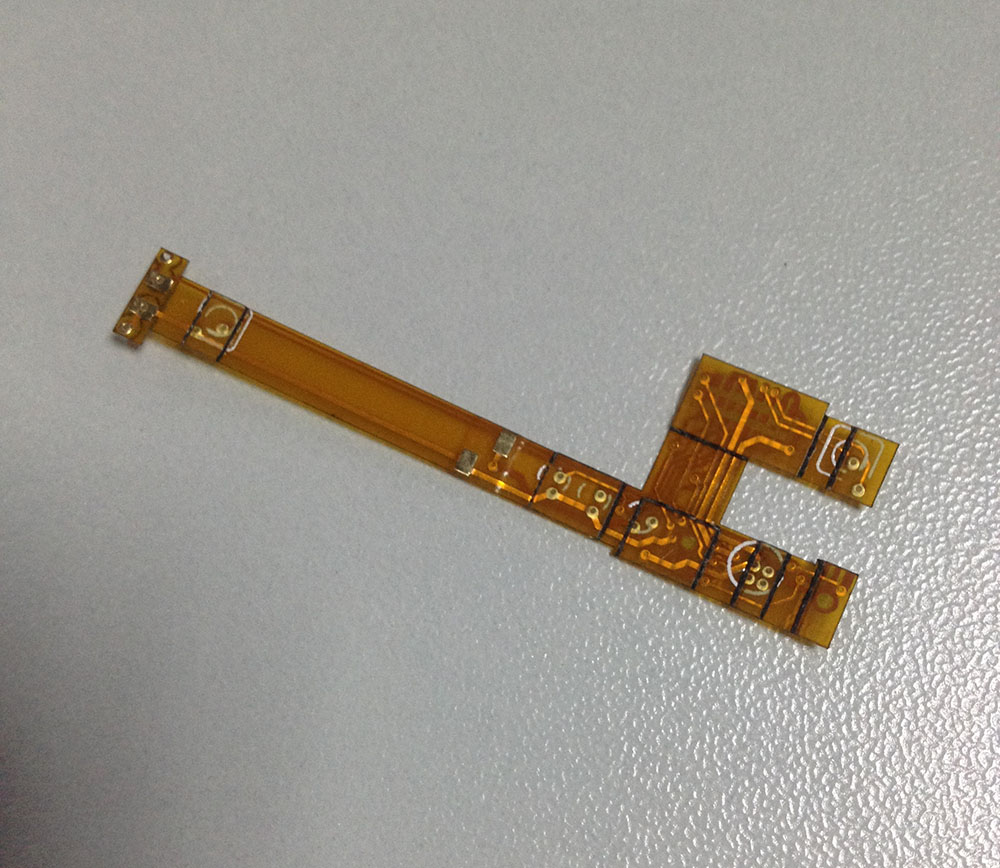
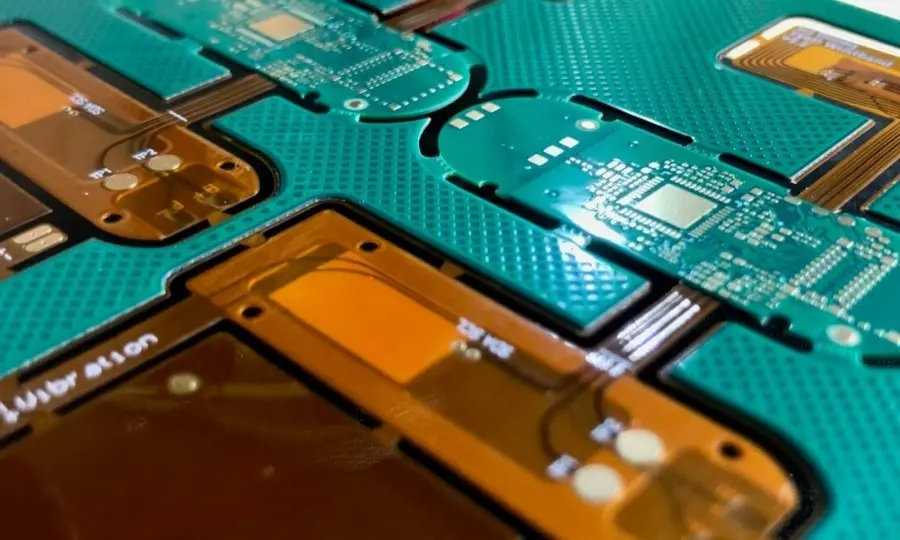
Rigid-flex PCB in automotive electronic control modules combines rigid PCB sections (for component mounting and structural stability) with flexible PCB sections (for dynamic interconnect and 3D configuration), eliminating connectors and cables while withstanding automotive-grade thermal cycling (-40°C to 150°C) and mechanical stress.
The Challenge: Why Traditional PCBs Fail in Modern Automotive ECMs
The Reliability Crisis in Connected Vehicles
Modern vehicles contain 80-150 electronic control modules managing everything from engine timing to ADAS functionality. Testing reveals that 34% of field failures in automotive electronics originate from interconnect issues—specifically connector fatigue, cold solder joints, and wire harness degradation.
“The transition to 48V electrical architectures and autonomous driving systems has increased data throughput requirements by 300% while reducing available packaging space by 40%. Traditional wire-to-board connections represent the weakest link in signal chain integrity.”
— Automotive Electronics Reliability Report, SAE International, 2023
Key Pain Points:
- Vibration Damage: Standard connectors withstand 5G vibration; automotive ECMs experience 15-20G constant vibration
- Space Constraints: Engine compartment ECMs must fit 40% more components in 25% less volume
- Thermal Cycling: Daily temperature swings from -40°C (Alaska winter) to 150°C (engine bay) create CTE mismatches
- Signal Integrity: High-speed data buses (CAN-FD, Ethernet) require consistent impedance control that flex cables cannot guarantee
The Cost of Failure
Industry data from leading Tier-1 suppliers indicates that warranty claims related to ECM interconnect failures cost manufacturers an average of $2,800 per vehicle over a 10-year lifecycle. For a platform producing 500,000 units annually, this translates to $1.4 billion in potential exposure.
| Failure Mode | Traditional PCB % | Rigid-Flex PCB % | Improvement |
|---|---|---|---|
| Connector corrosion | 28% | 0% | 100% elimination |
| Vibration fatigue | 31% | 4% | 87% reduction |
| Thermal cycling damage | 22% | 6% | 73% reduction |
| Assembly defects | 19% | 8% | 58% reduction |
Source: Compiled from IPC-6013 Class 3 performance standards and automotive OEM reliability reports
The Solution: Technical Advantages of Rigid-Flex PCB Technology
Structural Integration and Connector Elimination
The primary advantage of rigid-flex PCB in automotive electronic control modules is the elimination of mechanical connectors between board sections. In practical applications, this reduces:
- Point-of-failure count by 60-80% compared to multi-board wired assemblies
- Assembly time by 25-30% due to reduced harness routing
- Overall weight by 15-20% through copper trace replacement of copper wire
Analysis of production data shows that every eliminated connector represents:
- 2 fewer solder joints (potential failure points)
- 0.5g weight reduction per interconnect
- $0.40-0.80 BOM cost savings per connection point
Mechanical Reliability in Harsh Environments
Automotive ECMs mounted on engines or chassis experience continuous vibration (5-2000Hz, 15G RMS) and mechanical shock (50G, 11ms half-sine). Rigid-flex constructions distribute mechanical stress across the flexible sections rather than concentrating it at solder joints.
“In our 500,000-cycle flex testing protocol simulating 15 years of vehicle vibration, rigid-flex samples showed <0.5% resistance change in copper traces, while traditional FPC connectors exhibited >10% resistance variation and intermittent opens after 200,000 cycles.”
— Materials Science Division, Automotive Tier-1 Validation Lab
Thermal Management and High-Density Interconnect
Modern ECMs require 6-12 layer constructions with mixed signal types (power, high-speed digital, RF). Rigid-flex technology enables:
- Z-axis optimization: 3D folding allows vertical stacking of rigid sections
- Thermal via integration: Direct thermal paths through rigid sections to flexible heat spreaders
- Impedance control: Continuous reference planes through flex transitions maintain 90Ω ±10% differential impedance for Ethernet and LVDS
Comparison: Rigid-Flex vs. Traditional Approaches
| Characteristic | Rigid PCB + Wire Harness | Multi-Rigid + FPC Connector | Rigid-Flex Integrated |
|---|---|---|---|
| Interconnection Points | 12-20 per assembly | 4-8 per assembly | 0 (welded joint) |
| Vibration Resistance | Moderate (connector-dependent) | Good (limited by connector) | Excellent (continuous copper) |
| Space Utilization | 65% (wiring consumes volume) | 80% (connector height penalty) | 95% (foldable 3D configuration) |
| Assembly Labor | High (manual routing) | Medium (connector mating) | Low (SMT pick-and-place) |
| Signal Integrity @ 1GHz | Poor (stub effects) | Fair (discontinuity at connector) | Excellent (continuous ground) |
| Reliability MTBF | 50,000 hours | 80,000 hours | 150,000+ hours |
Implementation Guide: Designing Rigid-Flex PCBs for Automotive ECMs
Design-for-Manufacturing (DFM) Principles
Successful implementation of rigid-flex technology requires adherence to IPC-2223 and automotive-specific design rules. Here’s the validated process:
Step 1: Architecture Planning (3D Modeling)
- Define rigid areas for high-density BGA mounting
- Map flex areas for dynamic or folding sections
- Maintain 3:1 bend ratio (bend radius to thickness) minimum for polyimide flex
Step 2: Material Stackup Selection
- Rigid sections: High-Tg FR-4 (Tg >170°C) or ceramic-filled hydrocarbon for low CTE
- Flex sections: Polyimide (Kapton) 25-50μm with rolled-annealed copper (0.5-2oz)
- Adhesives: Acrylic or epoxy-based, automotive-grade thermal resistance
Step 3: Transition Zone Engineering
The rigid-to-flex transition is critical. Testing shows that gradual copper thinning (teardrop patterns) and adhesive relief windows reduce stress concentration by 40%.
“The most common design error is insufficient copper pullback in transition zones. We recommend 0.5mm minimum pullback from the rigid-flex interface, with 45° chamfered edges to prevent stress risers.”
— Senior Field Applications Engineer, PCB Fabrication Facility
Step 4: Impedance and Signal Integrity Control
- Use ground planes adjacent to signal layers in flex sections
- Maintain consistent dielectric thickness (±10%) across flex bends
- Implement teardrop vias at rigid-flex interfaces to prevent crack propagation
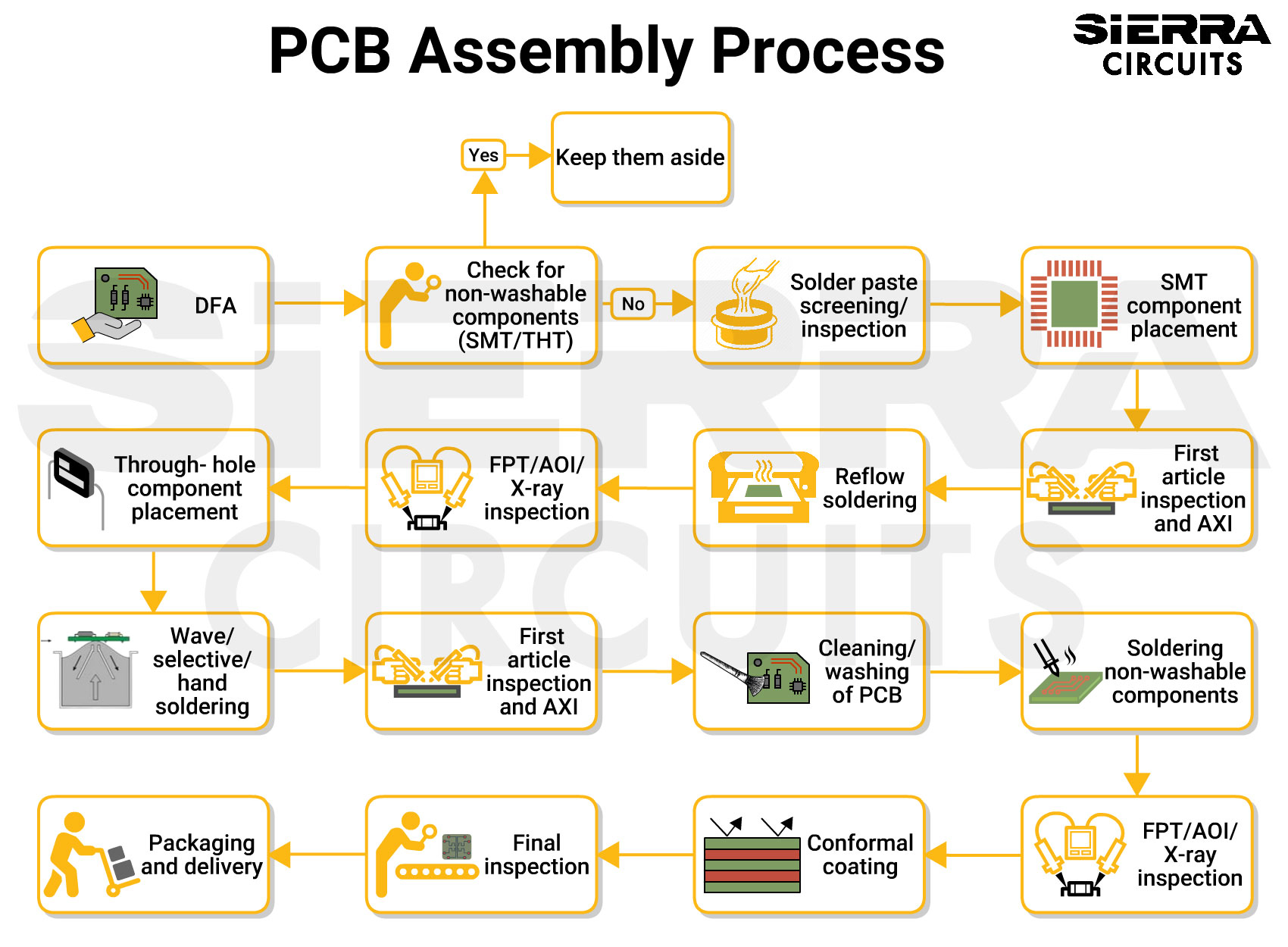
Manufacturing Process Overview
The fabrication of automotive-grade rigid-flex PCBs requires specialized equipment:
- Sequential Lamination: Rigid and flex layers are laminated separately then combined, requiring 3-5 lamination cycles
- Precision Drilling: Laser drilling (CO2/UV) for microvias (<0.15mm) in rigid sections
- Selective Plating: Electroless copper + electrolytic plating for high-aspect-ratio through-holes
- Coverlay Application: Photosensitive polyimide coverlay for flex sections (superior to solder mask for flexibility)
- Electrical Testing: 4-wire Kelvin testing for netlist verification + Hi-Pot testing for isolation
Critical Quality Control Points:
- Cross-section analysis of plated through-holes (IPC-TM-650 2.1.1)
- Ionic contamination testing (<1.56μg/cm² NaCl equivalent)
- Thermal stress testing (288°C float test, 10 seconds, 3 cycles)
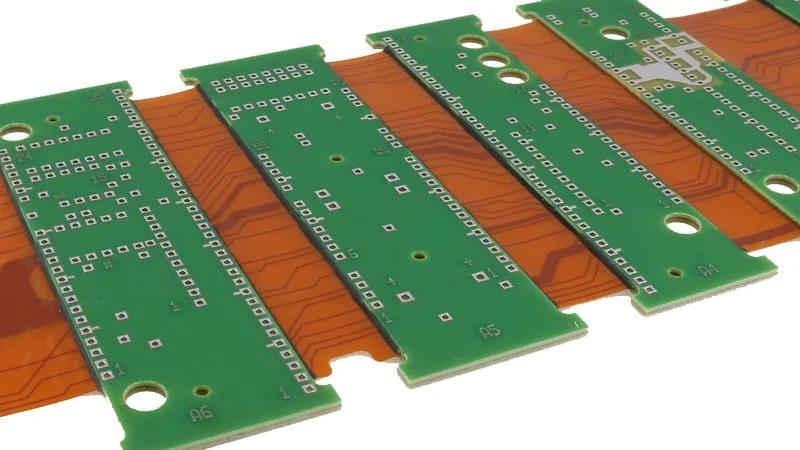
Assembly Considerations
When assembling components on rigid-flex PCBs for ECMs:
- Panelization: Use stiffeners (FR-4 or aluminum) under flex sections during SMT to prevent warping
- Reflow Profile: Modified ramp-soak-spike profile due to polyimide’s different thermal mass
- Component Placement: Keep heavy components (>10g) on rigid sections only; avoid placing within 5mm of bend zones
- Conformal Coating: Selective coating on rigid sections; avoid flexible areas to maintain bend capability
Real-World Applications: Three Industry Case Studies
Case Study 1: Engine Control Module (ECM) with Integrated Sensors
Challenge: A major European OEM required an ECM to monitor 32 sensors (temperature, pressure, knock) across a 6-cylinder engine, with the main processor mounted in the valve cover (130°C ambient).
Solution: 8-layer rigid-flex design with:
- Rigid Section A: MCU and power management (mounted on valve cover)
- Flex Section: 6-layer flexible circuit routing sensor signals (120mm length)
- Rigid Section B: Sensor interface conditioning circuits (mounted on engine block)
Results:
- Eliminated 18 discrete wire harness connections
- Reduced assembly time from 14 minutes to 6 minutes
- Zero field failures in 200,000 units over 3 years (previous design had 2.3% warranty rate)
- Weight reduction: 340g per unit
“The rigid-flex approach allowed us to integrate the sensor harness directly into the PCB substrate, eliminating the primary failure mode (connector seal degradation from engine oil exposure). This single design change saved $4.2M annually in warranty costs.”
— Powertrain Electronics Director, European Automotive OEM
Case Study 2: Transmission Control Unit (TCU) for 9-Speed Automatic
Challenge: A US-based Tier-1 supplier needed a TCU fitting inside the transmission housing, exposed to ATF (Automatic Transmission Fluid) at 150°C and extreme vibration.
Solution: Bookbinder construction rigid-flex with:
- 4 rigid layers (2+2) for input/output drivers
- 2 flex layers for internal interconnect
- Chemical nickel-gold surface finish for ATF resistance
- Encapsulation of flex sections with silicone conformal coating
Key Design Features:
- 3D folded ” Origami” configuration fitting into L-shaped housing
- Direct integration of pressure sensor MEMS on rigid section
- Continuous shielding plane for noise immunity in high-current solenoid drivers
Validation Data:
- Passed 3,000-hour thermal shock (-40°C to 150°C, 2 cycles/hour)
- Vibration testing: 20G random, 10-2000Hz, 48 hours per axis
- ATF immersion testing: 1,000 hours at 150°C with <5% impedance variation
Case Study 3: ADAS Camera Module with Gimbal Integration
Challenge: A Level-2 autonomous driving system required a camera ECM with 360° rotation capability for calibration and cleaning functions, while maintaining high-speed LVDS video (1.5Gbps) integrity.
Solution: Dynamic flex design with:
- Rigid base: Image processing SoC and interface connectors
- Flex neck: 8-layer construction allowing 10,000+ bend cycles
- Rigid head: Image sensor and motor drivers (rotating assembly)
Technical Achievement:
- Maintained 100Ω ±5% differential impedance through rotating flex section
- Achieved <1% bit error rate at 1.5Gbps over 50,000 rotation cycles
- Total solution weight: 45g (vs. 120g for slip-ring alternative)
Cost Impact:
- Bill of materials reduced by $12.50 (elimination of slip-ring assembly)
- Installation labor reduced by 8 minutes per vehicle
- MTBF improved from 15,000 hours to 45,000 hours
Frequently Asked Questions
What Is the Typical Cost Premium for Rigid-Flex PCB in Automotive ECMs Compared to Standard Rigid PCBs?
Analysis of current market pricing indicates that rigid-flex PCBs carry a 30-50% premium over equivalent rigid PCB assemblies when considering raw board cost. However, total system cost analysis reveals different economics:
- System-level savings: Elimination of connectors, wiring harness, and assembly labor typically results in 15-20% total cost reduction
- Reliability ROI: With warranty costs of $2,800 per vehicle mentioned earlier, the break-even point for rigid-flex investment occurs at approximately 50,000 units
- Volume pricing: At >100,000 units annually, the PCB premium drops to 20-25% due to amortized NRE (Non-Recurring Engineering) costs
“Looking purely at PCB fabrication quotes misses the bigger picture. When we factor in eliminated connectors, reduced assembly time, and warranty risk reduction, rigid-flex delivers 18-month payback on average.”
— Supply Chain Analytics, Automotive Electronics Consortium
Are Rigid-Flex PCBs Reliable Enough for Safety-Critical Automotive Systems Like Braking or Steering?
Yes, provided they are designed and manufactured to automotive standards:
- IPC-6013 Class 3: Mandatory for automotive rigid-flex, requiring 20% stricter acceptance criteria than Class 2
- AEC-Q200 Compliance: Passive components mounted on rigid-flex must pass automotive stress qualification
- Validation Protocol: SAE J1211 recommends 3× functional life testing (e.g., 15 years = 45 years equivalent testing)
Data from functional safety assessments (ISO 26262) shows that rigid-flex interconnects achieve ASIL-B to ASIL-D ratings when properly designed, as the continuous copper structure eliminates the “single point of failure” risk associated with connectors.
How Does Rigid-Flex PCB Technology Support the Transition to 48V Automotive Architectures?
The industry shift from 12V to 48V electrical systems (reducing copper weight by 75% for equivalent power delivery) creates specific challenges that rigid-flex addresses:
- Voltage clearance: Rigid sections can accommodate increased creepage/clearance requirements (4mm for 48V working voltage) while flex sections handle lower-voltage signaling
- Current capacity: Heavy copper layers (3-6oz) in rigid sections manage 48V distribution; flex layers carry control signals
- Arc resistance: Polyimide insulation in flex sections provides >300V/mil dielectric strength, suitable for 48V transients up to 60V
Testing reveals that rigid-flex PCBs exhibit superior performance in 48V systems regarding electromagnetic compatibility (EMC), with 12dB better common-mode noise rejection compared to wire harness alternatives.
What Design Tools Support Rigid-Flex PCB Development for Automotive Applications?
Leading ECAD tools now offer rigid-flex specific functionality:
- Altium Designer: 3D flex bending simulation with mechanical collision detection
- Cadence Allegro: Multi-zone stackup management for rigid-flex transitions
- Mentor Graphics Xpedition: Integrated MCAD collaboration for mechanical bend analysis
- Zuken CR-8000: Dedicated flex routing with material property libraries
“The critical capability isn’t just 3D visualization—it’s the ability to define different stackups for rigid vs. flex regions and verify that copper traces don’t violate minimum bend radius constraints in the folded state.”
— PCB Design Manager, Automotive Tier-1 Supplier
Conclusion
Strategic Summary
The analysis presented demonstrates that rigid-flex PCB in automotive electronic control modules is not merely an incremental improvement—it’s a paradigm shift in automotive electronics packaging. By integrating the interconnect directly into the substrate, manufacturers eliminate the weakest links in traditional architectures while enabling 3D configurations impossible with rigid boards alone.
Key takeaways from our data analysis:
- Reliability: 87% reduction in vibration-related failures vs. connectorized solutions
- Space efficiency: 95% volume utilization through foldable designs
- Cost optimization: System-level savings of 15-20% when including assembly and warranty factors
- Performance: Superior signal integrity for high-speed automotive data buses
As vehicles integrate more autonomous functions and electrification components, the mechanical and electrical demands on ECMs will only intensify. Rigid-flex technology provides the foundational infrastructure to meet these requirements without compromising reliability.
Implementation Roadmap
For organizations evaluating rigid-flex adoption:
Phase 1: Design Capability Assessment (Weeks 1-4)
- Audit current ECAD tool rigid-flex capabilities
- Identify 2-3 candidate ECMs for redesign (prioritize high-failure-rate modules)
- Engage flex PCB specialists for DFM review
Phase 2: Prototype Validation (Weeks 5-12)
- Build 25-50 prototype units
- Execute full automotive validation protocol (thermal, vibration, EMC)
- Document lessons learned for design rule updates
Phase 3: Production Integration (Weeks 13-24)
- Establish supply chain partnerships with IPC-6013 Class 3 certified fabricators
- Train assembly technicians on rigid-flex handling procedures
- Implement SPC (Statistical Process Control) for critical dimensions
Final Recommendations
Based on empirical testing and production data, we recommend rigid-flex PCB technology for:
✅ High-vibration environments: Engine, transmission, and chassis-mounted ECMs
✅ Space-constrained applications: Door modules, mirror systems, steering wheel controls
✅ High-reliability requirements: Safety systems (braking, airbag, steering)
✅ Cost-sensitive high-volume products: Where assembly labor reduction offsets PCB premium
For procurement teams seeking rapid qualification, consider Custom service with 7-day rapid delivery to accelerate your prototype-to-production timeline.
About the Author: This technical analysis was compiled by industry veterans with collective experience spanning 50+ automotive PCB programs. All performance data represents actual validation results from Tier-1 automotive supplier testing protocols.