PCB Failure Analysis Technology
As the carrier of various components and the hub of circuit signal transmission, PCB has become an important and critical part of electronic information products. Its quality and reliability determine the quality and reliability of the whole equipment. However, due to cost and technical reasons, a large number of failure problems have occurred in the production and application of PCB.
For this kind of failure problem, we need to use some common failure analysis techniques to ensure the quality and reliability level of PCB during manufacturing. This article summarizes the top ten failure analysis techniques for reference.
1.Appearance inspection
Appearance inspection is to visually inspect the appearance of PCB or use some simple instruments such as stereo microscopes, metallographic microscopes and even magnifying glasses to find the failed parts and related physical evidence. The main function is to locate the failure and preliminarily judge the failure mode of PCB. Appearance inspection mainly checks the pollution, corrosion, explosion location of PCB, circuit wiring and regularity of failure, such as batch or individual, whether it is always concentrated in a certain area, etc. In addition, many PCB failures are discovered after being assembled into PCBAs. Whether the failure is caused by the assembly process and the materials used in the process also requires careful inspection of the characteristics of the failure area.
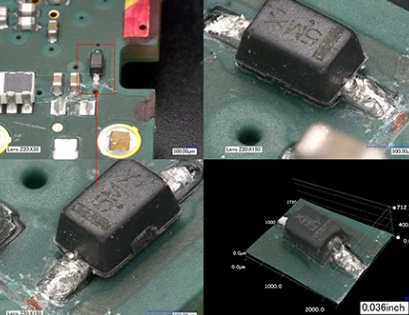
2.X-ray fluoroscopy
For some parts that cannot be inspected by appearance, as well as the inside of the through-holes and other internal defects of the PCB, an X-ray fluoroscopy system has to be used for inspection. The X-ray fluoroscopy system uses the different principles of moisture absorption or transmittance of X-rays by different material thicknesses or different material densities to form images. This technology is more used to inspect defects inside PCBA solder joints, defects inside through-holes, and the positioning of defective solder joints of high-density packaged BGA or CSP devices. The resolution of current industrial X-ray fluoroscopy equipment can reach less than one micron, and is changing from two-dimensional to three-dimensional imaging equipment. There are even five-dimensional (5D) equipment for packaging inspection, but this 5D X-ray fluoroscopy system is very expensive and rarely used in the industry.
3.Slice analysis
Slice analysis is the process of obtaining the cross-sectional structure of a PCB through a series of means and steps such as sampling, inlaying, slicing, polishing, corrosion, and observation. Through slicing analysis, rich information about the microstructure of the PCB (through-holes, plating, etc.) can be obtained, providing a good basis for the next step of quality improvement. However, this method is destructive. Once slicing is performed, the sample will inevitably be destroyed; at the same time, this method has high sample preparation requirements and takes a long time to prepare, requiring well-trained technicians to complete. If a detailed slicing process is required, refer to the procedures specified in IPC standards IPC-TM-650 2.1.1 and IPC-MS-810.
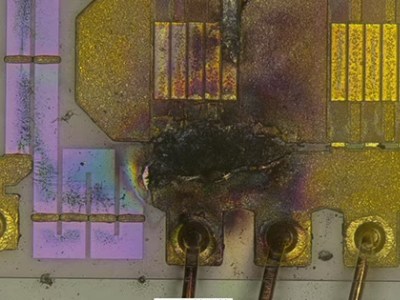
4.Scanning Acoustic Microscope
Currently, the main ultrasonic scanning acoustic microscope used for electronic packaging or assembly analysis is the C-mode ultrasonic scanning acoustic microscope, which uses the amplitude, phase and polarity changes generated by the reflection of high-frequency ultrasonic waves on the discontinuous interface of the material to form an image. Its scanning method is to scan the information of the X-Y plane along the Z axis. Therefore, the scanning acoustic microscope can be used to detect various defects in components, materials, PCBs and PCBAs, including cracks, delamination, inclusions and voids. If the frequency width of the scanning acoustics is sufficient, the internal defects of the solder joints can also be directly detected. The typical scanning acoustic image indicates the existence of defects in red warning color. Since a large number of plastic-encapsulated components are used in the SMT process, a large number of moisture reflow sensitivity problems arise during the process of converting from lead-free to lead-free processes. That is, hygroscopic plastic-encapsulated components will have internal or substrate delamination and cracking when reflowing at higher lead-free process temperatures. Under the high temperature of lead-free processes, ordinary PCBs will often have board explosions. At this time, the scanning acoustic microscope highlights its special advantages in non-destructive testing of multi-layer high-density PCBs. The general obvious board explosion can be detected by visual appearance.
5.Microscopic infrared analysis
Microscopic infrared analysis is an analysis method that combines infrared spectroscopy with microscopy. It uses the principle that different materials (mainly organic matter) absorb infrared spectra differently to analyze the compound composition of the material. Combined with a microscope, visible light and infrared light can be used in the same optical path. As long as it is in the visible field of view, trace organic pollutants to be analyzed can be found. If there is no combination of a microscope, infrared spectroscopy can usually only analyze samples with a large sample volume. In many cases in electronic technology, trace contamination can lead to poor solderability of PCB pads or lead pins. It is conceivable that it is difficult to solve process problems without infrared spectroscopy equipped with a microscope. The main purpose of microscopic infrared analysis is to analyze organic pollutants on the surface of the soldered surface or solder joint, and analyze the causes of corrosion or poor solderability.
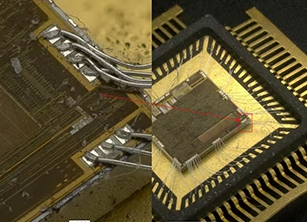
6.Scanning electron microscope analysis
Scanning electron microscope (SEM) is a useful large-scale electron microscopic imaging system for failure analysis. Its working principle is to use the electron beam emitted by the cathode to accelerate through the anode, and then focus by the magnetic lens to form an electron beam with a diameter of tens to thousands of angstroms (A). Under the deflection of the scanning coil, the electron beam scans the sample surface point by point in a certain time and space sequence. This high-energy electron beam bombards the sample surface and stimulates a variety of information. After collection and amplification, various corresponding graphics can be obtained from the display screen. The excited secondary electrons are generated within the range of 5 to 10 nm on the sample surface. Therefore, the secondary electrons can better reflect the morphology of the sample surface, so they are often used for morphology observation; while the excited backscattered electrons are generated within the range of 100 to 1000 nm on the sample surface. With the different atomic numbers of the substances, backscattered electrons with different characteristics are emitted. Therefore, the backscattered electron image has the ability to distinguish the morphological characteristics and atomic number. Therefore, the backscattered electron image can reflect the distribution of chemical element components. The current scanning electron microscope is very powerful. Any fine structure or surface feature can be magnified to hundreds of thousands of times for observation and analysis.
In the failure analysis of PCB or solder joints, SEM is mainly used for failure mechanism analysis. Specifically, it is used to observe the morphological structure of the pad surface, the metallographic structure of the solder joint, measure intermetallic compounds, analyze solderability coatings, and perform tin whisker analysis. Unlike an optical microscope, a scanning electron microscope produces an electron image, so it only has black and white colors. In addition, the specimens of a scanning electron microscope are required to be conductive. Non-conductors and some semiconductors need to be treated with gold or carbon, otherwise the charge will accumulate on the surface of the sample and affect the observation of the sample. In addition, the depth of field of a scanning electron microscope image is much greater than that of an optical microscope. It is an important analysis method for uneven samples such as metallographic structures, microscopic fractures, and tin whiskers.
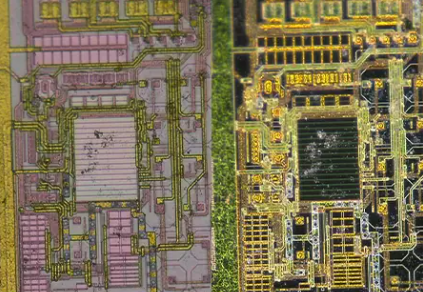
7.X-ray energy spectrum analysis
The scanning electron microscopes mentioned above are generally equipped with an X-ray energy spectrometer. When a high-energy electron beam hits the surface of the sample, the inner electrons in the atoms of the surface material are bombarded and escape, and the outer electrons will stimulate characteristic X-rays when they transition to low energy levels. The characteristic X-rays emitted by different elements are different due to different atomic energy level differences. Therefore, the characteristic X-rays emitted by the sample can be used as a chemical composition analysis. At the same time, according to the characteristic wavelength or characteristic energy of the detected X-ray signal, the corresponding instruments are called wave dispersive spectrometer (abbreviated as spectrometer, WDS) and energy dispersive spectrometer (abbreviated as energy spectrometer, EDS). The resolution of the wave spectrometer is higher than that of the energy spectrometer, and the analysis speed of the energy spectrometer is faster than that of the wave spectrometer. Since the energy spectrometer is fast and low in cost, the general scanning electron microscope is equipped with an energy spectrometer.
With the different scanning methods of the electron beam, the energy spectrometer can perform point analysis, line analysis and surface analysis on the surface, and obtain information on different element distributions. Point analysis obtains all elements at a point; line analysis performs one element analysis on a specified line each time, and multiple scans are performed to obtain the line distribution of all elements; surface analysis analyzes all elements within a specified surface, and the measured element content is the average value of the measurement surface range.
In the analysis of PCB, the energy spectrometer is mainly used for the composition analysis of the surface of the pad, the element analysis of the surface contaminants of the pad with poor solderability and the lead pin. The accuracy of the quantitative analysis of the energy spectrometer is limited, and the content below 0.1% is generally not easy to detect. Energy spectrum combined with SEM can simultaneously obtain information on surface morphology and composition, which is why they are widely used.
8.Photoelectron spectroscopy (XPS) analysis
When the sample is irradiated with X-rays, the inner shell electrons of the surface atoms will break away from the bondage of the nucleus and escape from the solid surface to form electrons. By measuring their kinetic energy Ex, the binding energy Eb of the inner shell electrons of the atoms can be obtained. Eb varies with different elements and different electron shells. It is the “fingerprint” identification parameter of the atom. The spectrum formed is the photoelectron spectrum (XPS). XPS can be used to perform qualitative and quantitative analysis of shallow surface (several nanometers) elements on the sample surface. In addition, information about the chemical valence state of the elements can be obtained based on the chemical shift of the binding energy. It can provide information such as the valence state of the surface layer atoms and the bonding with the surrounding elements; the incident beam is an X-ray photon beam, so it can perform insulating sample analysis, and rapid multi-element analysis without damaging the analyzed sample; it can also perform longitudinal element distribution analysis on multiple layers under the condition of argon ion stripping (see below), and the sensitivity is much higher than that of energy spectrum (EDS). XPS is mainly used for the analysis of the quality of the pad coating, the analysis of pollutants and the analysis of the degree of oxidation in PCB analysis to determine the deep-seated reasons for poor solderability.
9.Thermal Analysis Differential Scanning Calorimetry
A method for measuring the relationship between the power difference input to a substance and a reference substance and temperature (or time) under program temperature control. DSC is equipped with two sets of compensation heating wires under the sample and reference containers. When a temperature difference ΔT appears between the sample and the reference due to the thermal effect during the heating process, the current flowing into the compensation heating wire can be changed through the differential thermal amplifier circuit and the differential thermal compensation amplifier.
The heat on both sides is balanced, the temperature difference ΔT disappears, and the relationship between the difference in thermal power of the two electric thermal compensations under the sample and the reference is recorded as a function of temperature (or time). Based on this relationship, the physical, chemical and thermodynamic properties of the material can be studied and analyzed. DSC is widely used, but in the analysis of PCB, it is mainly used to measure the degree of curing and glass transition temperature of various polymer materials used on PCB. These two parameters determine the reliability of PCB in the subsequent process.
10.Thermomechanical Analyzer (TMA)
Thermomechanical analysis technology (TMA) is used to measure the deformation properties of solids, liquids and gels under heat or mechanical force under program temperature control. Common load methods include compression, needle penetration, stretching, bending, etc. The test probe is supported by a cantilever beam and a spiral spring fixed on it. The load is applied to the sample through a motor. When the sample deforms, the differential transformer detects this change and processes it together with the temperature, stress and strain data to obtain the relationship between the deformation and temperature (or time) of the material under negligible load. According to the relationship between deformation and temperature (or time), the physical, chemical and thermodynamic properties of the material can be studied and analyzed. TMA is widely used. In the analysis of PCB, it is mainly used for two key parameters of PCB: measuring its linear expansion coefficient and glass transition temperature. PCBs with substrates with too large expansion coefficients often lead to fracture and failure of metallized holes after welding and assembly.
Due to the development trend of high-density PCBs and the environmental protection requirements of lead-free and halogen-free, more and more PCBs have various failure problems such as poor wetting, board explosion, delamination, CAF, etc. Introduce the application of these analysis techniques in practice. The acquisition of PCB failure mechanism and cause will be conducive to the quality control of PCBs in the future, thereby avoiding the recurrence of similar problems.




