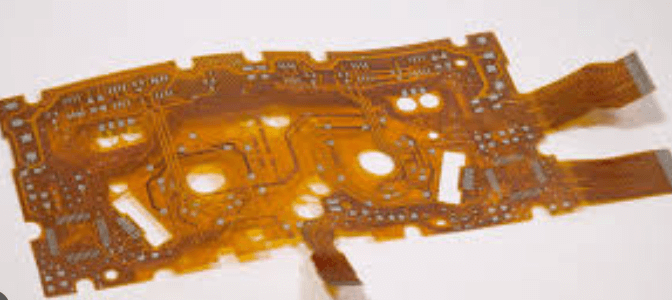
PCBA assembly soldering process for FPC, unlike hard circuit boards
FPC is also called flexible circuit board. The PCBA assembly and welding process of FPC is very different from the assembly of rigid circuit boards. Because the hardness of FPC board is not enough and it is soft, if you do not use a dedicated carrier board, you cannot complete the fixing and transmission. It is impossible to complete the basic SMT process such as printing, patching, and baking.
I. FPC pretreatment
The FPC board is relatively soft, and it is generally not vacuum-packed at the time of shipment. It is easy to absorb the moisture in the air during transportation and storage. It is required to perform pre-baking before SMT line casting, and the water is forced out slowly. Otherwise, under the high temperature impact of reflow soldering, the water vapor absorbed by the FPC rapidly becomes water vapor and protrudes into the FPC, which may cause FPC delamination, blistering and the like.
The pre-baking conditions are generally 4 to 8 hours at a temperature of 80-100°C. Under special circumstances, the temperature can be increased to 125°C or higher, but the baking time must be shortened accordingly. Before baking, make a small sample test to determine if the FPC can withstand the set baking temperature. You can also consult the FPC manufacturer for proper baking conditions. When baking, FPC stacking can not be too much, 10-20PNL is more appropriate, some FPC manufacturers will put a piece of paper between each PNL to isolate, need to confirm this isolated paper can withstand the set baking Temperature, if you can not remove the separation paper, then bake. After baking, the FPC should have no obvious discoloration, deformation, warping, etc., and it must be qualified by the IPQC before it can be cast.
II. Production of Special Carrier Boards
According to the CAD file of the circuit board, read the hole positioning data of the FPC to create a high-precision FPC positioning template and dedicated carrier board, so that the diameter of the positioning pin on the positioning template and the positioning hole on the carrier board and the positioning hole on the FPC match. Many FPCs do not have the same thickness because they want to protect part of the line or design.
Some places are thick and thin, and some are reinforced.
Therefore, the connection between the carrier and the FPC needs to be pressed. The actual situation of processing and grinding grooves, the role is to ensure that the FPC is flat during printing and placement. The material of the carrier plate is required to be light and thin, high in strength, low in heat absorption, fast in heat dissipation, and warped and deformed after multiple thermal shocks. Commonly used carrier materials are synthetic stone, aluminum plate, silica gel plate, special high temperature magnetized steel plate and so on.
III. the production process.
We use the ordinary carrier board as an example to describe the SMT points of the FPC. When using a silicon plate or a magnetic fixture, the FPC must be easily fixed, and no tape is needed. The process points of the printing, patching, and soldering processes are the same.
1. Fixed FPC:
Prior to SMT, it is first necessary to accurately fix the FPC on the carrier board. In particular, it should be noted that after the FPC is fixed on the carrier board, the shorter the storage time between printing, mounting and soldering, the better. There are two kinds of carrier plates with positioning pins and no positioning pins.
The carrier plate without positioning pins needs to be used together with the positioning template with positioning pins. The carrier plate is firstly put on the positioning pins of the template so that the positioning pins can be exposed through the positioning holes on the carrier plate and the FPC can be set one by one. The exposed positioning pins are then fixed with tape, and then the carrier plate is separated from the FPC positioning template for printing, patching, and welding.
A plurality of spring positioning pins having a length of about 1.5 mm have been fixed on the carrier plate with positioning pins, and the FPC can be directly put on the spring positioning pins of the carrier plate one by one, and then fixed with an adhesive tape. In the printing process, the spring positioning pins can be completely pressed into the carrier plate by the stencil without affecting the printing effect.
Method 1 (single-sided adhesive tape fixing): Use a thin high-temperature single-sided adhesive tape to fix the four sides of the FPC on the carrier board, so that the FPC does not have offsets and warping. The adhesive tape should have a moderate viscosity, and must be easily peeled after reflow and at the FPC. There is no residue glue. If you use an automatic tape dispenser, you can quickly cut a tape with the same length, which can significantly improve efficiency, save costs, and avoid waste.
Method 2 (Double-sided tape fixing): First apply high-temperature double-sided tape on the carrier board. The effect is the same as that of the silicone plate. Then paste the FPC to the carrier board. Special attention should be paid to the viscosity of the tape. Otherwise, the tape must be stripped after reflow. It is very easy to cause the FPC to tear. After repeated oven passes, the viscosity of the double-sided tape gradually becomes lower, and the viscosity must be replaced immediately when the viscosity is so low that the FPC cannot be fixed reliably. This station is a key station to prevent the FPC from being dirty. Before the carrier board is used repeatedly, it needs to be properly cleaned, and it can be scrubbed with a non-woven fabric cleaning agent, or an anti-static dust roller can be used to remove foreign materials such as surface dust and tin beads. Do not use too much force when handling FPCs. FPCs are fragile and prone to creases and breaks.
2. FPC solder paste printing:
FPC has no special requirements on the composition of the solder paste. The size and metal content of the solder ball particles are based on the fine pitch IC on the FPC, but the FPC has a high requirement on the printing performance of the solder paste. The solder paste should have excellent Thixotropic, solder paste should be able to easily print release and can firmly adhere to the FPC surface, there will be no poor mold release blocking the stencil hole or print after the collapse and other defects.
Because the board is loaded with FPC, the FPC has a high-temperature tape for positioning, so that the plane of the FPC is inconsistent, so the printed surface of the FPC can not be the same as the flatness and thickness hardness of the PCB. Therefore, the metal scraper should not be used, but the hardness should be used. 80-90 degree polyurethane blade. Paste printers are best equipped with an optical positioning system. Otherwise, the print quality will be greatly affected. Although the FPC is fixed on the carrier board, there will always be some slight gaps between the FPC and the carrier board. This is in contrast to the hard PCB. The biggest difference is the board, so the setting of the device parameters will have a greater impact on the printing effect.
The printing station is also a key station to prevent the contamination of the FPC. It is necessary to wear a finger jacket, keep the station clean, clean the steel net, and prevent the solder paste from contaminating the FPC’s gold finger and gold-plated keys.

3. FPC patch:
According to the characteristics of the product, the number of components and the efficiency of the patch, it can be mounted with a medium and high-speed placement machine. Since each FPC has an optical MARK mark for positioning, there is little difference between SMD mounting on FPC and mounting on PCB. It should be noted that although the FPC is fixed on the carrier board, the surface of the FPC board cannot be flat as the PCB board. Partial gaps are sure to exist between the FPC board and the carrier board. Therefore, the suction nozzle drops height and blows air. The pressure needs to be accurately set, and the nozzle movement speed needs to be reduced. At the same time, the majority of FPCs are FPCs, and the yield of FPCs is relatively low. Therefore, it is normal for the entire PNL to contain some bad PCS. This requires the SMT machine to have the BAD MARK recognition function. If PNL is a good board, production efficiency will be greatly reduced.
4. FPC reflow soldering:
A forced hot air convection infrared reflow soldering furnace should be used, so that the temperature on the FPC can be more evenly changed and the occurrence of poor welding can be reduced. If single-sided adhesive tape is used, because only the four sides of the FPC can be fixed and the middle portion deforms under the hot air, the pad is likely to be inclined, and the molten tin (liquid tin under high temperature) will flow to generate an empty solder, continuous solder, Tin beads, the higher the rate of defects in the process.
1) Temperature curve test method:
Due to the different endothermic properties of the carrier board, the different types of components on the FPC, the different temperatures at which they heat up in the reflow process, and the different amounts of heat absorbed, so carefully set the temperature profile of the reflow oven to the quality of the weld. Great influence. It is more prudent to place two FPC-loaded carriers in front of and behind the test board according to the actual carrier spacing. At the same time, components are mounted on the FPC of the test carrier, and the test is performed with a high-temperature solder wire. The temperature probe is welded to the test point and the probe wire is fixed to the carrier plate with a high temperature resistant tape. Note that high-temperature tape cannot cover test points. The test points should be chosen near the solder joints and QFP pins on the sides of the carrier board. Such test results can better reflect the real situation.
2) Temperature curve settings:
In the furnace temperature debugging, because the temperature uniformity of the FPC is not good, it is better to use the temperature/heat/return temperature curve method, so that the parameters of each temperature zone are easy to control, and the impact of thermal shock on the FPC and components is also required. Smaller. According to experience, it is best to adjust the furnace temperature to the lower limit of the solder paste technical requirements. The reflow furnace wind speed generally adopts the minimum wind speed that the furnace can use. The stability of the reflow oven chain is better and there must be no jitter.
5. FPC inspection, testing and boarding:
Since the carrier plate absorbs heat in the furnace, especially the aluminum carrier plate, the temperature at the time of tapping is high, so it is better to add a forced cooling fan at the tap outlet to help reduce the temperature quickly. At the same time, the operator must wear heat-resistant gloves to avoid being burned by the high-temperature carrier board. When the FPC that has completed the welding is taken from the carrier plate, the force must be uniform and brute force must not be used to prevent the FPC from being torn or creased.
The removed FPC was visually inspected under a magnifying glass with a magnification of 5 times or more, and the problems such as surface adhesive, discoloration, tinned tin solder, solder ball, IC pin air soldering, and continuous soldering were inspected. Because the surface of the FPC cannot be very smooth, the erroneous rate of the AOI is very high. Therefore, the FPC generally does not cooperate with the AOI inspection, but the FPC can complete the ICT and FCT tests by using a dedicated testing fixture.
Due to the fact that FPC is mostly based on splicing boards, it may be necessary to do the slicing before testing ICT and FCT.
Although blades, scissors, and other tools can be used to complete the slicing operation, the operating efficiency and the quality of work are low, and the scrap rate is high. If it is a large-volume production of shaped FPCs, it is recommended to make special FPC stamping dividing board molds for punching and dividing, which can greatly improve the working efficiency. At the same time, the punched out FPC edges are neat and beautiful, and the internal stress generated when punching the cutting board is very low. Can effectively avoid solder cracks.
In the PCBA flexible electronic assembly welding process, the precise positioning and fixing of the FPC is the key, and the key to fixing is to make a suitable carrier board.
Followed by FPC pre-baking, printing, patch and reflow. Obviously, the difficulty of FPC SMT process is much higher than PCB hard board, so it is necessary to set precise process parameters. At the same time, strict production process management is also important. It is necessary to ensure that the operator strictly enforces each rule on the SOP. Engineers and IPQCs should strengthen inspections, detect abnormal conditions on the production line, analyze the causes, and take necessary measures to control the defective rate of the FPC SMT production line within dozens of PPMs.
In the PCBA production process, a lot of machine equipments are needed to complete the assembly of a board. The quality level of a factory’s machinery and equipment directly determines the manufacturing capability.
The basic equipment needed for PCBA production includes solder paste printers, chip mounters, reflow soldering, AOI detectors, component pincers, wave soldering, tin furnaces, plate washers, ICT test fixtures, and FCT test fixtures. Aging test stands, etc. Different sizes of PCBA processing plants will have different equipment.
IV. PCBA production equipment
1, Paste printing machine
Modern solder paste printers generally consist of plates, pastes, stamps, and circuit boards. Its working principle is: Firstly, the circuit board to be printed is fixed on the printing positioning table, and then the solder paste or red glue is printed on the corresponding pad by the left and right squeegees of the printing machine through the steel mesh, and the printed circuit board passes through the printed circuit uniformly. Transfer station input to the placement machine for automatic patching.
2. Mounter
Mounter: Also known as the “mounter” or “surface mount system” (surface mount system). In the production line, it is located behind the solder paste printer. It is a surface mount component that is accurately mounted by a movable mount head. Place a device on the PCB pad. Divided into manual and fully automatic two.
3, reflow
Inside the reflow process, there is a heating circuit that heats the air or nitrogen to a sufficiently high temperature and blows it to the circuit board on which the component has been mounted so that the solder on both sides of the component melts and bonds to the motherboard. The advantage of this process is that the temperature is easy to control, oxidation can be avoided during the welding process, and manufacturing costs are also easier to control.
4, AOI detector
The full name of AOI (Automatic Optic Inspection) is automatic optical inspection. It is a device based on the optical principle to detect common defects encountered in welding production. AOI is a new type of test technology that has emerged, but it has developed rapidly. Many manufacturers have introduced AOI test equipment. When automatically detected, the machine automatically scans the PCB through the camera, collects images, and compares the tested solder joints with the qualified parameters in the database. After image processing, the defects on the PCB are detected, and the defects are displayed/marked through the display or automatic marks. Come out for maintenance personnel to trim.
5, components cut foot machine
Used for cutting and deforming pin components.
6, wave soldering
Wave soldering is to make the soldering surface of the board directly contact with the high temperature liquid tin for soldering purpose. The high temperature liquid tin keeps an inclined plane, and the liquid tin forms a wave-like phenomenon by a special device, so it is called “wave soldering” and its The main material is solder bar.
7, tin furnace
In general, tin furnace refers to a welding tool used in electronic welding. For the discrete component circuit board welding consistency, easy operation, fast, high work efficiency, is your production and processing of a good helper.
8, washing machine
Used to clean the PCBA board and remove the post-weld board residue.
9, ICT test fixture
The main ICT Test is that the test probe touches the PCB layout out of the test points to detect open circuits, short circuits, and soldering of all parts of the PCBA.
10, FCT test fixture
FCT (Function Test) It refers to the UUT (Unit Under Test) providing a simulated operating environment (excitation and load) to operate in various design states to obtain parameters for each state to verify UUT The function of the test method is good or bad. Simply put, it is to load the UUT with the appropriate stimulus and measure whether the output response is satisfactory.
11, aging test stand
The burn-in tester can test the PCBA board in batches and test out the PCBA board with problems by simulating the operations used by the user for a long time.
PCBA outsourcing processing refers to that PCBA processing manufacturers send PCBA orders out to other powerful PCBA processing manufacturers. So what are the general requirements for PCBA outsourcing?
First, the bill of materials
Should be strictly in accordance with the bill of materials, PCB screen printing and external processing requirements for the insertion or placement of components, when the occurrence of material and list, PCB silk screen does not match, or conflict with the process requirements, or requirements are vague to work, should be timely Contact with us to confirm the correctness of materials and process requirements.
Second, anti-static requirements
1. All components are treated as electrostatic sensitive devices.
2. All personnel in contact with components and products wear anti-static clothing, wear anti-static wristbands, wear anti-static shoes.
3, raw materials into the plant and storage phase, electrostatic sensitive devices are used anti-static packaging.
4. During the operation process, use anti-static worktables, and components and semi-finished products shall be placed in antistatic containers.
5, reliable grounding welding equipment, electric iron anti-static type. It must be tested before use.
6. The storage and transportation of PCB board semi-finished products adopt anti-static boxes and use anti-static pearl cotton as the insulation material.
7. No anti-static packaging bag is used for the whole machine.
Third, the appearance of the component appearance marking the direction of the provisions
1, polar components according to the polar plug.
2. When screen-printed on the side of the components (such as high-voltage ceramic capacitors) vertical insertion, the silk screen is facing right; when horizontally inserted, the screen printing is down. Silkscreen printed on top