Selective Laser Melting (SLM): A Comprehensive Guide to the Additive Manufacturing Technology
Introduction to Selective Laser Melting
Selective Laser Melting (SLM) is an advanced additive manufacturing (AM) technology that has revolutionized the way we produce complex metal parts across various industries. As a powder bed fusion technique, SLM uses a high-power laser to selectively melt and fuse metallic powders layer by layer, creating fully dense, functional components with exceptional mechanical properties.
This innovative manufacturing method has gained significant traction in aerospace, medical, automotive, and energy sectors due to its ability to produce parts with intricate geometries that would be impossible or prohibitively expensive to manufacture using traditional methods. Unlike conventional subtractive manufacturing processes that remove material to create shapes, SLM builds components additively, offering unprecedented design freedom while minimizing material waste.
The technology traces its roots to the late 1980s and early 1990s when researchers began exploring the potential of using lasers to fuse powdered materials. Over the past three decades, SLM has evolved from a prototyping tool to a full-fledged production technology capable of manufacturing end-use parts with properties comparable to or even surpassing those of traditionally manufactured components.
The SLM Process: Step-by-Step
1. Digital Design and File Preparation
The SLM process begins with a 3D computer-aided design (CAD) model of the desired part. This digital blueprint is sliced into thin horizontal layers (typically 20-100 microns thick) using specialized software. The software then generates toolpaths that guide the laser beam across each powder layer.
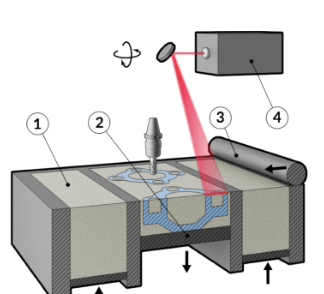
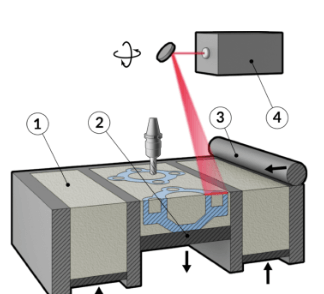
2. Powder Deposition
The SLM machine’s build chamber is first filled with an inert gas (usually argon or nitrogen) to prevent oxidation of the metal powder during processing. A recoating mechanism spreads a thin, even layer of metal powder across the build platform. The powder layer thickness is precisely controlled and typically ranges from 20 to 100 microns, depending on the desired resolution and material properties.
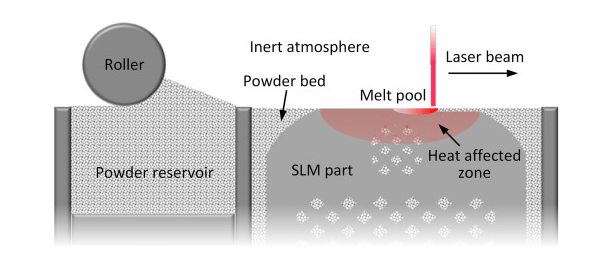
3. Laser Melting
A high-power fiber laser (usually ranging from 100W to 1kW) selectively scans the powder bed according to the cross-sectional data from the sliced CAD model. The laser beam, focused to a spot size of approximately 50-200 microns, melts the powder particles completely, fusing them together and to the previous layer. The laser power, scan speed, hatch spacing, and other parameters are carefully optimized for each material and part geometry.
4. Layer-by-Layer Building
After completing one layer, the build platform lowers by one layer thickness, and the recoater deposits a fresh layer of powder. The laser melting process repeats for each subsequent layer until the entire part is complete. This additive approach continues until the full 3D object emerges from the powder bed.
5. Post-Processing
Once the build is complete, the excess powder is removed, and the part undergoes various post-processing steps. These may include stress relief heat treatment, support structure removal, surface finishing (such as machining or polishing), and additional heat treatments to achieve desired mechanical properties. The unused powder can typically be recycled for future builds after proper sieving and mixing with fresh powder.
Key Advantages of Selective Laser Melting
Design Freedom and Complexity
SLM enables the production of parts with complex geometries that would be impossible to manufacture using conventional methods. This includes internal channels, lattice structures, and organic shapes optimized for weight reduction and performance. The technology eliminates many design constraints associated with traditional manufacturing, allowing engineers to create parts based purely on functional requirements.
Material Efficiency
As an additive process, SLM typically uses only the material needed to build the part, with unused powder being recyclable. This contrasts sharply with subtractive methods that may remove up to 90% of the initial material block. The reduced material waste makes SLM particularly attractive for expensive alloys like titanium or nickel-based superalloys.
Reduced Assembly Requirements
SLM can produce complete assemblies as single components, eliminating the need for multiple parts and joining processes. This consolidation reduces potential failure points, decreases assembly time, and often improves overall part performance.
Customization and Rapid Prototyping
The technology excels at producing customized parts and prototypes quickly without requiring tooling changes. This capability is particularly valuable in medical applications for patient-specific implants or in aerospace for rapid iteration of component designs.
Excellent Material Properties
SLM-produced parts can achieve mechanical properties comparable to or even exceeding those of wrought materials, especially when proper post-processing heat treatments are applied. The rapid solidification inherent to the process can result in fine microstructures that enhance certain material properties.
Materials Used in SLM
A wide range of metallic materials can be processed using SLM technology, including:
- Titanium Alloys: Particularly Ti-6Al-4V, widely used in aerospace and medical implants due to its excellent strength-to-weight ratio and biocompatibility.
- Stainless Steels: Including 316L for corrosion resistance and 17-4 PH for high strength applications.
- Aluminum Alloys: Such as AlSi10Mg, offering good strength and thermal properties for automotive and aerospace applications.
- Nickel-based Superalloys: Like Inconel 718 and 625, used in high-temperature applications such as turbine components.
- Cobalt-Chrome Alloys: Primarily used in dental and orthopedic implants.
- Tool Steels: Such as H13 and maraging steel for mold and die applications.
- Precious Metals: Including gold and silver alloys for jewelry and specialized applications.
- Emerging Materials: Research continues into copper alloys, refractory metals, and metal matrix composites for specialized applications.
Each material requires specific process parameter optimization to achieve optimal density, surface quality, and mechanical properties.
Applications of Selective Laser Melting
Aerospace Industry
SLM has been widely adopted in aerospace for manufacturing lightweight, complex components such as fuel nozzles, turbine blades, brackets, and structural elements. The technology’s ability to reduce part weight while maintaining strength is particularly valuable in this weight-sensitive industry.
Medical and Dental
The medical field benefits from SLM through customized implants, prosthetics, and surgical instruments. Dental applications include crowns, bridges, and orthodontic devices. The technology’s capability to create porous structures for bone ingrowth has revolutionized orthopedic implant design.
Automotive
High-performance automotive components, including lightweight structural parts, customized racing components, and complex heat exchangers, are increasingly being produced via SLM. The technology enables performance optimization and rapid prototyping for motorsports and high-end vehicles.
Energy Sector
SLM is used to manufacture complex components for gas turbines, heat exchangers, and oil/gas applications where high-temperature resistance and complex internal cooling channels are required.
Tooling and Manufacturing
Conformal cooling channels in injection molds and die-casting tools can be produced using SLM, significantly improving cooling efficiency and reducing cycle times in production.
Challenges and Limitations
Despite its numerous advantages, SLM technology faces several challenges:
- Surface Finish: As-built surfaces typically have higher roughness compared to machined parts, often requiring post-processing for critical surfaces.
- Build Size Limitations: Current SLM machines are limited in build volume, restricting the size of parts that can be produced in a single build.
- Residual Stresses: The rapid heating and cooling cycles can introduce residual stresses, necessitating careful process control and post-build heat treatment.
- Process Qualification: Particularly in regulated industries like aerospace and medical, qualifying SLM processes and parts for critical applications requires extensive testing and documentation.
- Equipment and Operational Costs: High initial investment in equipment and the need for specialized operator skills can be barriers to adoption.
- Material Limitations: Not all metals are suitable for SLM, and material properties may differ from conventionally processed materials, requiring extensive characterization.
Future Developments in SLM Technology
The SLM field continues to evolve rapidly, with several promising developments on the horizon:
- Multi-material Printing: Advances in powder deposition systems may enable printing with multiple materials in a single build, creating functionally graded components.
- Increased Build Rates: Developments in laser technology (such as multi-beam systems) and process optimization aim to significantly increase production speeds.
- Larger Build Volumes: New machine designs are pushing the boundaries of maximum part size that can be produced.
- Improved Process Monitoring: Advanced in-situ monitoring systems using cameras, thermal imaging, and other sensors are being developed for real-time quality control.
- Machine Learning and AI: Artificial intelligence is being applied to optimize process parameters, predict defects, and automate quality assurance.
- New Materials Development: Continued expansion of the material palette available for SLM, including high-conductivity alloys and advanced composites.
Conclusion
Selective Laser Melting has emerged as a transformative technology in modern manufacturing, offering unparalleled design freedom, material efficiency, and the ability to produce complex, high-performance metal parts. While challenges remain in terms of surface finish, residual stresses, and process qualification, ongoing advancements in machine technology, process control, and materials science continue to expand SLM’s applications across industries.
As the technology matures and becomes more accessible, it is poised to play an increasingly important role in manufacturing, enabling innovative product designs, mass customization, and more sustainable production methods. For engineers and manufacturers, understanding SLM’s capabilities and limitations is becoming essential in leveraging its potential to create the next generation of high-performance components and systems.
The future of SLM looks bright, with the technology expected to move beyond prototyping and low-volume production into larger-scale manufacturing as speed, reliability, and cost-effectiveness continue to improve. As with any disruptive technology, early adopters who invest in developing SLM expertise today will likely gain significant competitive advantages in their respective fields tomorrow.