A Guide to PCB Assembly Inspection and Test Options
PCB Assembly Inspection and Test Options
As technology advances and PCBAs become more complex, the testing and inspection options for these boards must be carefully considered. PCBs are critical components that are expected to function properly in a variety of different environments. Proper testing procedures and inspection measures are needed to maintain the quality and reliability of the product.
Benefits of PCB Inspection and Testing
Having a trusted contract manufacturer is one of the most critical steps in successfully building a circuit board. Vinatronic prides itself on providing high-quality products to its customers. This is accomplished through our PCB assembly manufacturing process, which has been iterated over several years. We pay close attention to preventative measures and pre-build steps rather than finding problems late and fixing defects through rework.
The most common inspection and testing methods are:
l Visual Inspection
l Automated Optical Inspection
l X-ray Inspection
l First Article Inspection
l In-Circuit Testing
l Functional Testing
l Burn-in Testing
PCBs come in a variety of different shapes, sizes, and quality requirements. They can be rigid or flexible, single-sided, double-sided, multi-layer, and others. The industry also uses three “classes” to classify PCBs and PCBAs. These are Grade 1, Grade 2, and Grade 3, with Grade 3 being the highest quality and requiring the most attention.
As the grade requirements increase, so does the complexity of the inspection and testing methods. Both PCB manufacturing and PCB assembly require a unique set of inspection and testing methods in order to manufacture the boards to specifications.
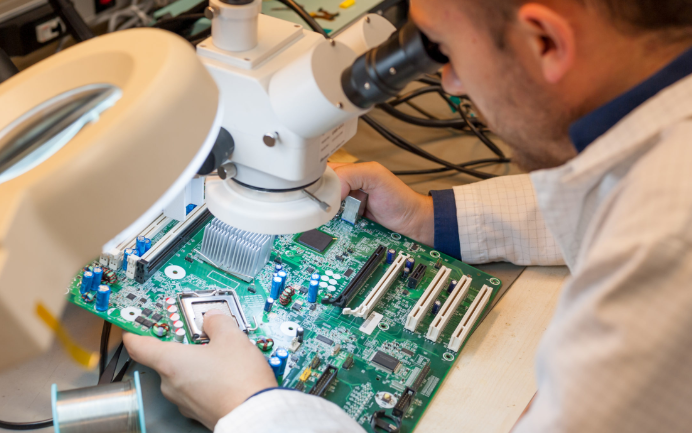
Visual Inspection
The most basic form of inspection is a visual inspection. This is done by having a technician review the board with a golden plate, bill of materials, and printouts. The person then inspects for faulty components, missing components, solder bridges, missing solder, tombstoning, and a variety of other errors. Equipment that can be used include magnifying glasses, high-powered microscopes, and of course, good lighting. Because this method is highly operator-dependent, it can be time-consuming for large and complex boards. This is primarily done at the end, but it is important to visually inspect the boards throughout the manufacturing process to verify procedures and processes. Inspection after SMT placement can reveal if the pick and place machine missed or incorrectly placed components as well as solder paste issues.
Automated Optical Inspection (AOI)
AOI utilizes high-resolution cameras and software to catch manufacturing errors. The software essentially checks multiple images of the board being inspected against a “golden” board image stored in its memory and flags discrepancies.
These machines can be placed throughout an SMT production line. Inspection after the reflow stage can reveal defects in soldering such as dry solder, solder bridging, lack of wetting, tombstoning, etc. The operator can then use feedback from the machine to make finer adjustments to the previous stages to ensure that defects are reduced.
Although AOI technology has come a long way, it still has some shortcomings. For one thing, AOI does not do a good job with through-hole parts. It can catch a lot of through-hole errors such as wrong parts or missing parts, but sometimes height differences, cast shadows, and hidden parts can be limitations of AOI. It also takes a while to program, which is an additional overhead.
X-ray Inspection
For components with hidden leads, X-ray inspection is required. BGAs have pins arranged underneath, which makes it impossible to optically inspect their connections after soldering. X-rays are then used to check if all leads are soldered correctly.
First Article Inspection
In order to verify the procedures and components, the OEM will often require a first article inspection. Companies’ FAI programs vary, with some requiring written documentation from the CM verifying the completion of the FAI and others requiring that the first article be physically sent to them for approval. Whatever your company deems necessary, it is important to communicate with the CM to check all the boxes.
In-Circuit and Functional Testing
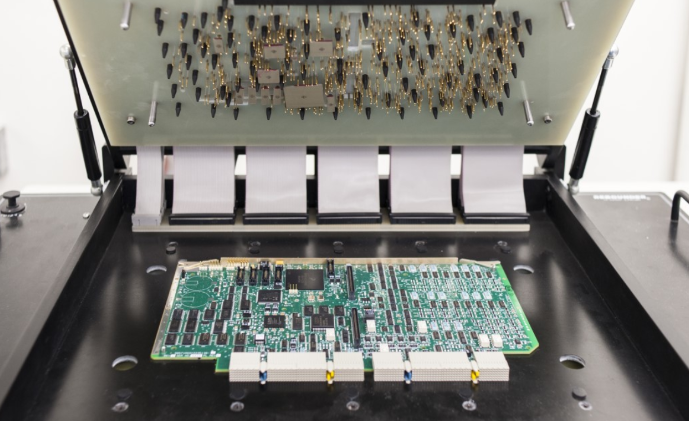
In-Circuit Testing: This form of testing requires a custom fixture, often called a bed of nails. It is usually several spring-loaded metal probes mounted in an array on an insulating bed. If ICT testing is considered the best form of testing, it is usually planned during the design phase, as it requires the designer to place test pads in strategic locations on the bottom copper traces of the PCB.
The tester places the assembled PCB on the probes to electrically connect them to the test pads. Sometimes this is hand-made or built into a fixture. The test then checks various parameters such as resistance, capacitance, and inductance between specified probes, as well as flag differences from established standards.
Functional Testing: This method is highly variable. It essentially simulates the device in the field. This form of testing is created by the OEM and given to the CM to run. It usually includes a power supply and several inputs to ensure that the board works as expected.

Aging Test
Aging tests simulate real-world environments. The PCB assembly will be set at high temperature starting from 24 hours and cooled for a specified time after cooling, and there should be no expected performance issues. This can be verified by functional testing or ICT.