PCB design basics
Printed circuit boards (PCBs) appear in almost every electronic device. If there are electronic components in a device, they are also mounted on PCBs of various sizes. In addition to fixing various small parts, the main function of PCBs is to provide electrical connections between the various parts on them. As electronic devices become more and more complex, more and more parts are required, and the circuits and parts on PCBs are becoming more and more dense.
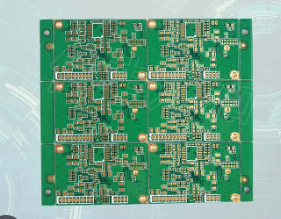
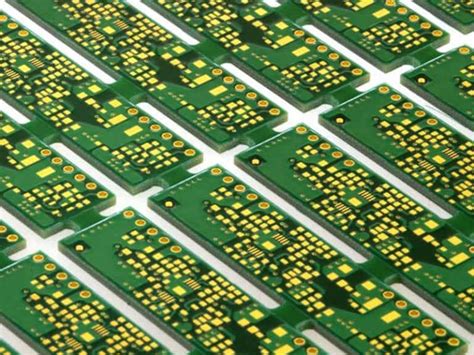
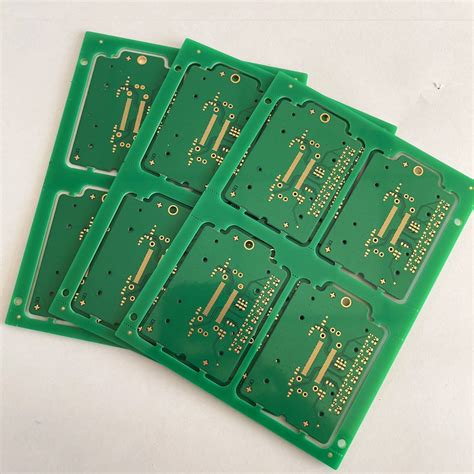
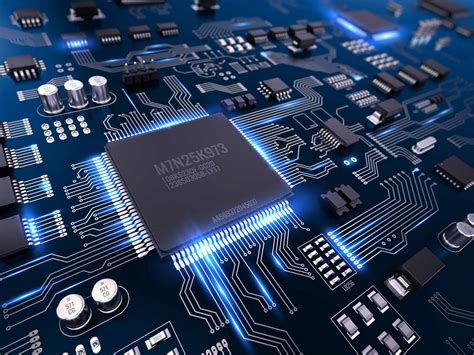
A standard PCB looks like this. Bare boards (without parts on them) are also often called “Printed Wiring Boards (PWBs)”.
The substrate of the board itself is made of insulating and heat-insulating materials that are not easy to bend.
The small line material that can be seen on the surface is copper foil. Originally, the copper foil covered the entire board, but part of it was etched away during the manufacturing process, and the remaining part became a mesh of small lines. These lines are called conductor patterns or wiring, and are used to provide circuit connections for parts on PCBs.
In order to fix the parts on the PCB, we solder their pins directly to the wiring.
On the most basic PCB (single-sided board), the components are concentrated on one side, and the wires are concentrated on the other side. In this way, we need to make holes in the board so that the pins can pass through the board to the other side, so the pins of the components are soldered on the other side. Because of this, the front and back sides of the PCB are called the component side and the solder side.
If there are some parts on the PCB that need to be removed or put back after the production is completed, then the socket will be used when installing the part. Since the socket is directly soldered on the board, the parts can be disassembled and assembled at will. The ZIF (Zero Insertion Force) socket can be easily inserted into the socket and removed. The fixing rod next to the socket can fix it after you insert the part.
If you want to connect two PCBs to each other, we usually use edge connectors commonly known as “gold fingers”.
The gold finger contains many exposed copper pads, which are actually part of the PCB wiring. Usually when connecting, we insert the gold finger on one PCB into the appropriate slot on another PCB (generally called expansion slot). In the computer, such as display cards, sound cards or other similar interface cards, they are connected to the motherboard through gold fingers.
The green or brown on the PCB is the color of the solder mask. This layer is an insulating protective layer that can protect the copper wire and prevent the parts from being soldered to the wrong place. A silk screen is printed on the solder mask. Usually, text and symbols (mostly white) are printed on it to indicate the position of each part on the board. The silk screen surface is also called the legend surface.
Single-Sided Boards
We just mentioned that on the most basic PCB, the parts are concentrated on one side and the wires are concentrated on the other side. Because the wires only appear on one side, we call this PCB a single-sided board. Because single-sided boards have many strict restrictions on designing circuits (because there is only one side, the wiring cannot cross and must go around a separate path), only early circuits use this type of board.
Double-sided boards
This type of circuit board has wiring on both sides. However, to use the wires on both sides, there must be an appropriate circuit connection between the two sides. This “bridge” between circuits is called a via. A via is a small hole filled or coated with metal on the PCB, which can be connected to the wires on both sides. Because the area of a double-sided board is twice that of a single-sided board, and because the wiring can be intertwined (can go around to the other side), it is more suitable for use in more complex circuits than single-sided boards.
Multi-layer boards
In order to increase the area that can be wired, multi-layer boards use more single- or double-sided wiring boards. Multilayer boards use several double-sided boards, and put an insulating layer between each board and glue them together (press together). The number of layers on the board represents the number of independent wiring layers, usually an even number of layers, and includes the two outermost layers. Most motherboards have 4 to 8 layers, but technically it is possible to have PCB boards with nearly 100 layers. Large supercomputers mostly use motherboards with quite a few layers, but because such computers can be replaced by clusters of many ordinary computers, super-multilayer boards are gradually no longer used. Because the layers in the PCB are tightly combined, it is generally not easy to see the actual number, but if you look closely at the motherboard, you may be able to see it.
The vias we just mentioned, if used on double-sided boards, must be penetrated through the entire board.
However, in multilayer boards, if you only want to connect some of the lines, the vias may waste some of the line space on other layers. Buried vias and blind vias can avoid this problem because they only penetrate a few layers. Blind vias connect several layers of internal PCB to the surface PCB without penetrating the entire board. Buried vias only connect the internal PCB, so it cannot be seen from the surface.
In a multilayer PCB, the entire layer is directly connected to the ground and power supply. So we classify each layer as a signal layer, a power layer, or a ground layer. If the parts on the PCB require different power supplies, this type of PCB usually has more than two layers of power and wire layers.
Parts packaging technology
Through Hole Technology
Placing the parts on one side of the board and soldering the pins on the other side is called “Through Hole Technology, THT” packaging. This type of part will take up a lot of space and a hole must be drilled for each pin. So their pins actually take up space on both sides, and the solder joints are also larger. On the other hand, THT parts have a better structure for connecting to PCBs than SMT (Surface Mounted Technology) parts, which we will talk about later. Sockets for flat cables and similar interfaces need to be able to withstand pressure, so they are usually THT packages.
Surface Mounted Technology
Parts using Surface Mounted Technology (SMT) have pins soldered on the same side as the part. This technology does not require drilling holes in the PCB for each pin.
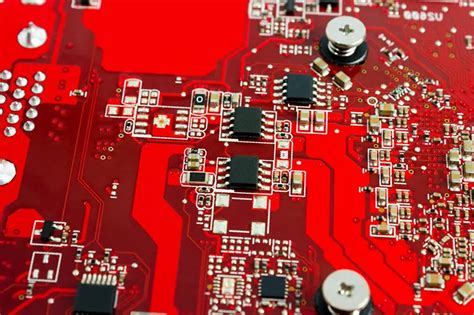
Surface Mounted parts can even be soldered on both sides.
SMT parts are also smaller than THT parts. Compared with PCBs using THT parts, PCBs using SMT technology have much denser parts. SMT packaged parts are also cheaper than THT. So it is not surprising that most PCBs today are SMT.
Because the solder joints and pins of the parts are very small, it is very difficult to solder them manually. However, if we consider that the current assembly is fully automatic, this problem will only occur when repairing parts.
Design process
In the design of PCB, in fact, before the formal wiring, there are still a lot of steps to go through. The following is the main design process:
System specifications
First, the system specifications of the electronic device must be planned. Including system functions, cost constraints, size, operation status, etc.
System function block diagram
Next, the system function block diagram must be made. The relationship between the blocks must also be marked.
Divide the system into several PCBs
If the system is divided into several PCBs, it can not only reduce the size, but also allow the system to have the ability to upgrade and exchange parts. The system function block diagram provides the basis for our division. For example, a computer can be divided into a motherboard, a display card, a sound card, a floppy disk drive, and a power supply, etc.
Decide on the packaging method to use and the size of each PCB
When the technology and number of circuits used in each PCB are determined, the next step is to decide the size of the board. If the design is too large, the packaging technology must be changed or the division must be re-performed. When choosing a technology, the quality and speed of the circuit diagram should also be considered.
Draw a schematic of all PCBs
The schematic should show the details of the interconnections between the components. All PCBs in a system must be drawn, and most of them are now done using CAD (Computer Aided Design). Below is an example of a design using CircuitMakerTM.
PCB schematic
Simulation of preliminary design
To ensure that the designed circuit diagram can work properly, it must be simulated once using computer software. This type of software can read the design and show the circuit operation in many ways. This is much more efficient than actually making a sample PCB and then measuring it manually.

Place the parts on the PCB
The way the parts are placed is determined by how they are connected to each other. They must be connected to the path in the most efficient way. The so-called efficient routing means that the wires are as short as possible and the fewer layers they pass through (this also reduces the number of vias), the better, but we will come back to this issue when we actually route the wires. Below is what the bus looks like when it is routed on the PCB. In order to make each component have perfect wiring, the placement is very important.
Testing wiring possibilities and correct operation at high speed
Some computer software today can check whether the positions of each component can be connected correctly, or whether it can work correctly at high speed. This step is called arranging components, but we will not go into this in detail. If there is a problem with the circuit design, the positions of the components can be rearranged before the actual export of the circuit.
Exporting the circuit on the PCB
The connection in the schematic will now be made into the wiring in the actual situation. This step is usually fully automatic, but generally some parts need to be changed manually. Below is the wire template for a 2-layer board. The red and blue lines represent the component layer and the solder layer of the PCB respectively. The white text and squares represent the various markings on the screen printing surface. The red dots and circles represent drill holes and guide holes.
On the far right, we can see that there are gold fingers on the soldering surface of the PCB. The final composition of this PCB is usually called the work film (Artwork).
Each design must meet a set of rules, such as minimum spacing between traces, minimum trace width, and other similar practical limitations. These rules vary according to the speed of the circuit, the strength of the transmitted signal, the circuit’s sensitivity to power consumption and noise, and the quality of the materials and manufacturing equipment.
If the current intensity increases, the thickness of the wire must also increase. In order to reduce the cost of the PCB, it is necessary to pay attention to whether these rules are still met while reducing the number of layers. If more than 2 layers are required, power and ground layers are usually used to prevent the transmission of signals on the signal layer from being affected and can serve as a shield for the signal layer.
Post-conductor circuit testing
In order to ensure that the circuit can function properly after the conductor, it must pass the final test. This test can also check whether there are any incorrect connections and that all connections are in accordance with the schematic.
Create a production file
Because there are many CAD tools for designing PCBs, manufacturers must have files that meet the standards before they can manufacture the board. There are several standard specifications, but the most commonly used is the Gerber files specification. A set of Gerber files includes the plan drawings of each signal, power and ground layer, the plan drawings of the solder mask layer and the screen printing surface, and the specified files such as drilling and pick and place.
Electromagnetic compatibility issues
Electronic equipment that is not designed according to EMC (electromagnetic compatibility) specifications is likely to emit electromagnetic energy and interfere with nearby electrical appliances. EMC sets maximum limits on electromagnetic interference (EMI), electromagnetic fields (EMF) and radio frequency interference (RFI). This regulation ensures the normal operation of the appliance and other nearby electrical appliances. EMC has strict limits on the energy that a device scatters or conducts to another device, and the design should reduce the magnetic susceptibility to external EMF, EMI, RFI, etc. In other words, the purpose of this regulation is to prevent electromagnetic energy from entering or being emitted by the device. This is actually a difficult problem to solve. Generally, most people use power and ground layers, or put the PCB in a metal box to solve these problems. The power and ground layers can prevent interference with the signal layer, and the metal box has a similar effect. We will not go too deep into these issues.
The maximum speed of a circuit depends on how well it is built according to EMC regulations. Internal EMI, such as current loss between conductors, increases with frequency. If the current difference between the two is too large, the distance between them must be increased. This also tells us how to avoid high voltage and minimize the current consumption of the circuit. The delay rate of the wiring is also important, so the shorter the length, the better. Therefore, a small PCB with good wiring will be better suited to high speed operation than a large PCB.
Manufacturing Process
The manufacturing process of PCBs starts with a “substrate” made of glass epoxy or similar materials
Imaging (forming/wire production)
The first step in manufacturing is to establish the wiring between the parts. We use a negative transfer method to display the working film on the metal conductor. This technique is to cover the entire surface with a thin layer of copper foil and eliminate the excess. Additive pattern transfer is another less popular method, which is to apply copper wire only where it is needed, but we will not discuss it here.
If a double-sided board is made, copper foil will be laid on both sides of the PCB substrate. If a multi-layer board is made, the next step is to glue the boards together.
The following flowchart describes how the wires are soldered to the substrate.
Positive photoresist is made of a photosensitive agent, which will dissolve under illumination (negative photoresist will dissolve if it is not illuminated).Printed circuit boards (PCBs) appear in almost every electronic device. If there are electronic components in a device, they are also mounted on PCBs of various sizes. In addition to fixing various small parts, the main function of PCBs is to provide electrical connections between the various parts on them. As electronic devices become more and more complex, more and more parts are required, and the circuits and parts on PCBs are becoming more and more dense.
A standard PCB looks like this. Bare boards (without parts on them) are also often called “Printed Wiring Boards (PWBs)”.
The substrate of the board itself is made of insulating and heat-insulating materials that are not easy to bend. The small line material that can be seen on the surface is copper foil. Originally, the copper foil covered the entire board, but part of it was etched away during the manufacturing process, and the remaining part became a mesh of small lines. These lines are called conductor patterns or wiring, and are used to provide circuit connections for parts on PCBs.
In order to fix the parts on the PCB, we solder their pins directly to the wiring.
On the most basic PCB (single-sided board), the components are concentrated on one side, and the wires are concentrated on the other side. In this way, we need to make holes in the board so that the pins can pass through the board to the other side, so the pins of the components are soldered on the other side. Because of this, the front and back sides of the PCB are called the component side and the solder side.
If there are some parts on the PCB that need to be removed or put back after the production is completed, then the socket will be used when installing the part. Since the socket is directly soldered on the board, the parts can be disassembled and assembled at will. The ZIF (Zero Insertion Force) socket can be easily inserted into the socket and removed. The fixing rod next to the socket can fix it after you insert the part.
If you want to connect two PCBs to each other, we usually use edge connectors commonly known as “gold fingers”.
The gold finger contains many exposed copper pads, which are actually part of the PCB wiring. Usually when connecting, we insert the gold finger on one PCB into the appropriate slot on another PCB (generally called expansion slot). In the computer, such as display cards, sound cards or other similar interface cards, they are connected to the motherboard through gold fingers.
The green or brown on the PCB is the color of the solder mask. This layer is an insulating protective layer that can protect the copper wire and prevent the parts from being soldered to the wrong place. A silk screen is printed on the solder mask. Usually, text and symbols (mostly white) are printed on it to indicate the position of each part on the board. The silk screen surface is also called the legend surface.
Single-Sided Boards
We just mentioned that on the most basic PCB, the parts are concentrated on one side and the wires are concentrated on the other side. Because the wires only appear on one side, we call this PCB a single-sided board. Because single-sided boards have many strict restrictions on designing circuits (because there is only one side, the wiring cannot cross and must go around a separate path), only early circuits use this type of board.
Double-sided boards
This type of circuit board has wiring on both sides. However, to use the wires on both sides, there must be an appropriate circuit connection between the two sides. This “bridge” between circuits is called a via. A via is a small hole filled or coated with metal on the PCB, which can be connected to the wires on both sides. Because the area of a double-sided board is twice that of a single-sided board, and because the wiring can be intertwined (can go around to the other side), it is more suitable for use in more complex circuits than single-sided boards.
Multi-layer boards
In order to increase the area that can be wired, multi-layer boards use more single- or double-sided wiring boards. Multilayer boards use several double-sided boards, and put an insulating layer between each board and glue them together (press together). The number of layers on the board represents the number of independent wiring layers, usually an even number of layers, and includes the two outermost layers. Most motherboards have 4 to 8 layers, but technically it is possible to have PCB boards with nearly 100 layers. Large supercomputers mostly use motherboards with quite a few layers, but because such computers can be replaced by clusters of many ordinary computers, super-multilayer boards are gradually no longer used. Because the layers in the PCB are tightly combined, it is generally not easy to see the actual number, but if you look closely at the motherboard, you may be able to see it. The vias we just mentioned, if used on double-sided boards, must be penetrated through the entire board. However, in multilayer boards, if you only want to connect some of the lines, the vias may waste some of the line space on other layers. Buried vias and blind vias can avoid this problem because they only penetrate a few layers. Blind vias connect several layers of internal PCB to the surface PCB without penetrating the entire board. Buried vias only connect the internal PCB, so it cannot be seen from the surface.
In a multilayer PCB, the entire layer is directly connected to the ground and power supply. So we classify each layer as a signal layer, a power layer, or a ground layer. If the parts on the PCB require different power supplies, this type of PCB usually has more than two layers of power and wire layers.
Parts packaging technology
Through Hole Technology
Placing the parts on one side of the board and soldering the pins on the other side is called “Through Hole Technology, THT” packaging. This type of part will take up a lot of space and a hole must be drilled for each pin. So their pins actually take up space on both sides, and the solder joints are also larger. On the other hand, THT parts have a better structure for connecting to PCBs than SMT (Surface Mounted Technology) parts, which we will talk about later. Sockets for flat cables and similar interfaces need to be able to withstand pressure, so they are usually THT packages.
Surface Mounted Technology
Parts using Surface Mounted Technology (SMT) have pins soldered on the same side as the part. This technology does not require drilling holes in the PCB for each pin.
Surface Mounted parts can even be soldered on both sides.
SMT parts are also smaller than THT parts. Compared with PCBs using THT parts, PCBs using SMT technology have much denser parts. SMT packaged parts are also cheaper than THT. So it is not surprising that most PCBs today are SMT.
Because the solder joints and pins of the parts are very small, it is very difficult to solder them manually. However, if we consider that the current assembly is fully automatic, this problem will only occur when repairing parts.
Design process
In the design of PCB, in fact, before the formal wiring, there are still a lot of steps to go through. The following is the main design process:
System specifications
First, the system specifications of the electronic device must be planned. Including system functions, cost constraints, size, operation status, etc.
System function block diagram
Next, the system function block diagram must be made. The relationship between the blocks must also be marked.
Divide the system into several PCBs
If the system is divided into several PCBs, it can not only reduce the size, but also allow the system to have the ability to upgrade and exchange parts. The system function block diagram provides the basis for our division. For example, a computer can be divided into a motherboard, a display card, a sound card, a floppy disk drive, and a power supply, etc.
Decide on the packaging method to use and the size of each PCB
When the technology and number of circuits used in each PCB are determined, the next step is to decide the size of the board. If the design is too large, the packaging technology must be changed or the division must be re-performed. When choosing a technology, the quality and speed of the circuit diagram should also be considered.
Draw a schematic of all PCBs
The schematic should show the details of the interconnections between the components. All PCBs in a system must be drawn, and most of them are now done using CAD (Computer Aided Design). Below is an example of a design using CircuitMakerTM.
PCB schematic
Simulation of preliminary design
To ensure that the designed circuit diagram can work properly, it must be simulated once using computer software. This type of software can read the design and show the circuit operation in many ways. This is much more efficient than actually making a sample PCB and then measuring it manually.
Place the parts on the PCB
The way the parts are placed is determined by how they are connected to each other. They must be connected to the path in the most efficient way. The so-called efficient routing means that the wires are as short as possible and the fewer layers they pass through (this also reduces the number of vias), the better, but we will come back to this issue when we actually route the wires. Below is what the bus looks like when it is routed on the PCB. In order to make each component have perfect wiring, the placement is very important.
Testing wiring possibilities and correct operation at high speed
Some computer software today can check whether the positions of each component can be connected correctly, or whether it can work correctly at high speed. This step is called arranging components, but we will not go into this in detail. If there is a problem with the circuit design, the positions of the components can be rearranged before the actual export of the circuit.
Exporting the circuit on the PCB
The connection in the schematic will now be made into the wiring in the actual situation. This step is usually fully automatic, but generally some parts need to be changed manually. Below is the wire template for a 2-layer board. The red and blue lines represent the component layer and the solder layer of the PCB respectively. The white text and squares represent the various markings on the screen printing surface. The red dots and circles represent drill holes and guide holes. On the far right, we can see that there are gold fingers on the soldering surface of the PCB. The final composition of this PCB is usually called the work film (Artwork).
Each design must meet a set of rules, such as minimum spacing between traces, minimum trace width, and other similar practical limitations. These rules vary according to the speed of the circuit, the strength of the transmitted signal, the circuit’s sensitivity to power consumption and noise, and the quality of the materials and manufacturing equipment. If the current intensity increases, the thickness of the wire must also increase. In order to reduce the cost of the PCB, it is necessary to pay attention to whether these rules are still met while reducing the number of layers. If more than 2 layers are required, power and ground layers are usually used to prevent the transmission of signals on the signal layer from being affected and can serve as a shield for the signal layer.
Post-conductor circuit testing
In order to ensure that the circuit can function properly after the conductor, it must pass the final test. This test can also check whether there are any incorrect connections and that all connections are in accordance with the schematic.
Create a production file
Because there are many CAD tools for designing PCBs, manufacturers must have files that meet the standards before they can manufacture the board. There are several standard specifications, but the most commonly used is the Gerber files specification. A set of Gerber files includes the plan drawings of each signal, power and ground layer, the plan drawings of the solder mask layer and the screen printing surface, and the specified files such as drilling and pick and place.
Electromagnetic compatibility issues
Electronic equipment that is not designed according to EMC (electromagnetic compatibility) specifications is likely to emit electromagnetic energy and interfere with nearby electrical appliances. EMC sets maximum limits on electromagnetic interference (EMI), electromagnetic fields (EMF) and radio frequency interference (RFI). This regulation ensures the normal operation of the appliance and other nearby electrical appliances. EMC has strict limits on the energy that a device scatters or conducts to another device, and the design should reduce the magnetic susceptibility to external EMF, EMI, RFI, etc. In other words, the purpose of this regulation is to prevent electromagnetic energy from entering or being emitted by the device. This is actually a difficult problem to solve. Generally, most people use power and ground layers, or put the PCB in a metal box to solve these problems. The power and ground layers can prevent interference with the signal layer, and the metal box has a similar effect. We will not go too deep into these issues.
The maximum speed of a circuit depends on how well it is built according to EMC regulations. Internal EMI, such as current loss between conductors, increases with frequency. If the current difference between the two is too large, the distance between them must be increased. This also tells us how to avoid high voltage and minimize the current consumption of the circuit. The delay rate of the wiring is also important, so the shorter the length, the better. Therefore, a small PCB with good wiring will be better suited to high speed operation than a large PCB.
Manufacturing Process
The manufacturing process of PCBs starts with a “substrate” made of glass epoxy or similar materials
Imaging (forming/wire production)
The first step in manufacturing is to establish the wiring between the parts. We use a negative transfer method to display the working film on the metal conductor. This technique is to cover the entire surface with a thin layer of copper foil and eliminate the excess. Additive pattern transfer is another less popular method, which is to apply copper wire only where it is needed, but we will not discuss it here.
If a double-sided board is made, copper foil will be laid on both sides of the PCB substrate. If a multi-layer board is made, the next step is to glue the boards together.
The following flowchart describes how the wires are soldered to the substrate.
Positive photoresist is made of a photosensitive agent, which will dissolve under illumination (negative photoresist will dissolve if it is not illuminated).
There are many ways to treat photoresist on copper surfaces, but the most common method is to heat it and roll it over the surface containing the photoresist (called dry film photoresist). It can also be sprayed on in liquid form, but dry film provides higher resolution and can also produce thinner wires.
The light shield is just a template for the PCB layer during manufacturing. Before the photoresist on the PCB board is exposed to UV light, the light shield covering it can prevent some areas of photoresist from being exposed (assuming that positive photoresist is used). These areas covered by the photoresist will become wiring.
After the photoresist is developed, the other bare copper parts are etched. The etching process can be done by immersing the board in an etching solvent or spraying the solvent on the board. Common etching solvents include ferric chloride, alkaline ammonia, sulfuric acid + hydrogen peroxide, and cupric chloride. After etching, the remaining photoresist is removed. This is called the stripping process.
Drilling and plating
If a multi-layer PCB is made, and it contains buried or blind holes, each layer of the board must be drilled and plated before bonding. Without this step, there is no way to connect to each other.
After the holes are drilled by the machine according to the drilling requirements, the hole wall must be plated (Plated-Through-Hole technology, PTH). After the metal treatment inside the hole wall, the internal layers of the circuit can be connected to each other. Before starting electroplating, the debris in the hole must be cleared. This is because the resin epoxy will produce some chemical changes after heating, and it will cover the internal PCB layer, so it must be cleared first. The cleaning and plating actions are completed in the chemical process.
Multi-layer PCB lamination
Each single layer must be laminated to produce a multi-layer board. Lamination includes adding an insulating layer between the layers and bonding them together. If there are vias through several layers, each layer must be processed repeatedly. The wiring on the outer sides of the multilayer board is usually processed after the multilayer board is pressed together.
Processing solder mask, screen printing surface and gold finger plating
Next, cover the outermost wiring with solder mask so that the wiring will not touch the outside of the electroplated part. The screen printing surface is printed on it to mark the location of each part. It cannot cover any wiring or gold fingers, otherwise it may reduce solderability or the stability of current connection. The gold finger part is usually plated with gold to ensure high-quality current connection when inserted into the expansion slot.
Testing
To test whether the PCB has short circuits or open circuits, optical or electronic methods can be used. Optical methods use scanning to find defects in each layer, while electronic testing usually uses a flying probe to check all connections. Electronic testing is more accurate in finding short circuits or open circuits, but optical testing can more easily detect problems with incorrect gaps between conductors.
Parts Installation and Soldering
The last step is to install and solder the parts. Both THT and SMT parts are installed and placed on the PCB using machines.
THT parts are usually soldered using a method called wave soldering. This allows all parts to be soldered to the PCB at once. First, the pins are cut close to the board and slightly bent to allow the parts to be fixed. Then the PCB is moved to the wave of solvent so that the bottom is in contact with the solvent, which can remove the oxide on the bottom metal. After heating the PCB, it is moved to the molten solder this time, and the soldering is completed after contacting the bottom.
The method of automatically soldering SMT parts is called over reflow soldering. The paste solder containing flux and solder is processed once after the parts are installed on the PCB and once again after the PCB is heated. After the PCB cools down, the soldering is done, and the next step is to prepare for the final test of the PCB.
Methods to save manufacturing costs
In order to make the cost of PCB as low as possible, many factors must be taken into consideration:
The size of the board is naturally a key point. The smaller the board, the lower the cost. Some PCB sizes have become standard, and as long as you follow the size, the cost will naturally decrease. The CustomPCB website has some information about standard sizes.
Using SMT will save money compared to THT because the parts on the PCB will be denser (and smaller).
On the other hand, if the parts on the board are dense, the wiring must be finer and the equipment used must be relatively higher-end. At the same time, the materials used must also be higher-end, and the wire design must be more careful to avoid problems such as power consumption that will affect the circuit. The cost of these problems can be more than the cost of reducing the size of the PCB.
The more layers, the higher the cost, but PCBs with fewer layers usually increase in size.
Drilling takes time, so the fewer guide holes, the better.
Buried vias are more expensive than guide holes that penetrate all layers. Because buried vias must be drilled before joining.
The size of the holes on the board is determined by the diameter of the component pins. If there are components with different types of pins on the board, it will be relatively time-consuming because the machine cannot use the same drill bit to drill all the holes, which also means that the manufacturing cost is relatively increased.
Electronic testing using flying probe detection is usually more expensive than optical methods. Generally speaking, optical testing is enough to ensure that there are no errors on the PCB.
In short, manufacturers are working on more and more complex equipment. It is useful to understand the manufacturing process of PCBs because when we compare motherboards, boards with the same performance may have different costs and different stability, which also allows us to compare the capabilities of each manufacturer.